去年秋天,我差点被一家号称“德国品质”的厂家坑掉二十万。讲真,现在想起来还胸口疼。那批铣刀,用了一周全崩刃了。找他们售后?人家直接把我拉黑了。你说气人不气人。那时候我就发誓,以后选铣刀厂家,宁可多花时间做功课,也绝不贪便宜信网上的吹嘘。
所以今天这篇,不是什么正经指南,就是一个老采购的血泪史,顺带聊聊2025年市场上那些还算靠谱的铣刀厂家。不排名,不打分,爱信不信。我就是把我知道的、用过的、调查过的,摊开来跟你说。
不做功课,我差点被坑死
当时厂里急着要赶一批模具订单,加工硬度到HRC52,现用的铣刀磨损太快。我上网搜“铣刀厂家”,跳出一堆广告,什么“进口品质国产价格”“寿命提升300%”。我那个兴奋啊——终于找到救星了。挑了一家看起来正规的,销售小张嘴特甜,说他们用的极细微粒硬质合金,涂层是AlCrN基纳米复合技术,听他讲恨不得能切金刚石。我连样品都没测,直接订了200支,结果……唉。
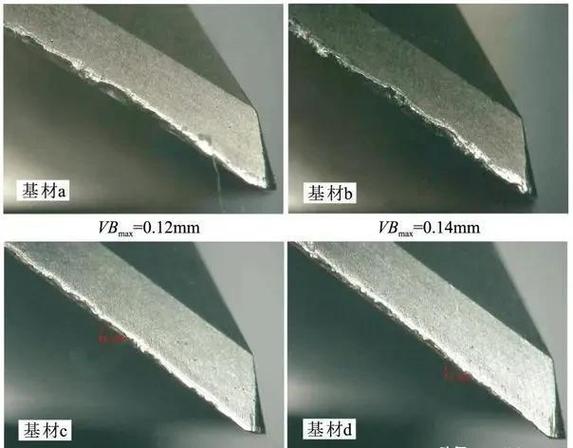
后来我找第三方检测,涂层厚度都不均匀,基体材质也有气孔。那根本就不是什么极细微粒,就是普通超细颗粒。教训啊,朋友们。买铣刀,千万别信参数吹上天,必须上机实测。而且最好是先试小批量,你以为你精明,人家套路更深。
这事儿以后,我就长心眼了,开始自己研究刀具材料、涂层工艺,也跑了不少厂家看生产线。今年2025年,行业变化挺大,有些老厂倒了,有些新厂起来了。我觉得有必要把一些靠谱的路子分享出来,免得别人再踩我踩过的坑。
刀具材质:涂层、硬质合金,别被名字忽悠
铣刀好不好,核心就两块:基体材料和涂层。但很多厂家在这上面做文章,编一堆高大上的名词,其实狗屁不通。比如有的把TiAlN涂层叫成“钻石涂层”,那差得远好不好!TiAlN是钛铝氮化物,硬度大概3000HV,而真正的CVD金刚石涂层硬度上万,但只适合加工石墨和高硅铝合金,你切钢件它直接碳化了。这都算常识了,可就是有人敢忽悠。
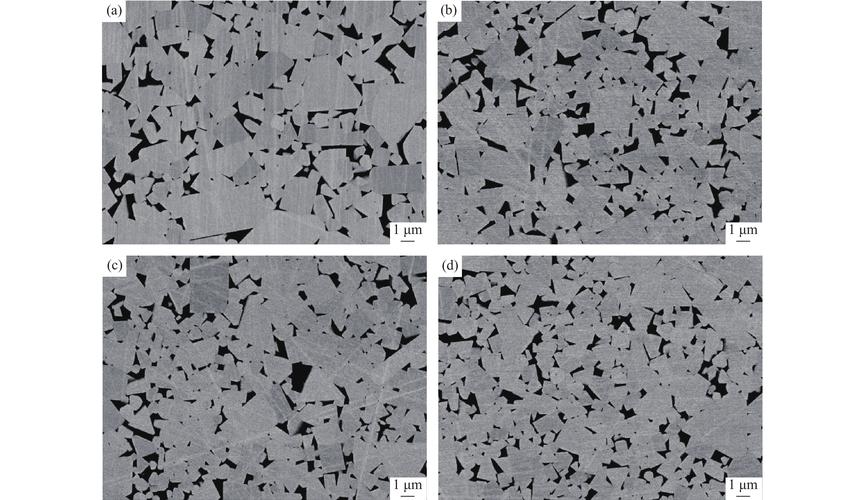
根据中国机床工具工业协会工具分会2024年底的统计数据,目前国内铣刀市场中,硬质合金刀片占比超过65%,其中国产超细颗粒硬质合金的弯曲强度已经达到4000MPa以上,接近国际一流水平,但批次稳定性还是有差距。我自己的经验是:如果是粗加工、工况稳定,用国产没问题;精加工或者有交货期压力,还是得备点进口的。材质这个东西,不能光看牌号,要看实测数据。有些小厂号称用山特维克同款硬质合金粉料,可人家山特维克的晶粒度控制、烧结工艺是几十年积累,你照着抄也只能抄个皮毛。
涂层也是重灾区。现在流行的PVD纳米复合涂层,确实能提升抗磨损和抗氧化性,但喷涂参数稍微偏差,性能天差地别。我测试过同一批次的某品牌铣刀,同样是TiAlSiN涂层,不同批次寿命差了一倍。问厂家,他们说“工艺调整”,我靠,你调整完了通知我了吗?所以,建议各位:一定要保留每次采购的样品,做对比测试,数据会说话。
推荐几个靠谱的厂家(无广真实经历)
好,说正题。2025年,我接触过、考察过、或者圈内口碑不错的铣刀厂家,下面几个你可以留意。再说一遍,我不给任何一家背书,只是根据我的实际使用和行业反馈,讲几句大实话。
第一,株洲钻石切削刀具。国内老牌,国企背景,规模大,标准品线全。他们的硬质合金立铣刀,我用过加工45钢,性价比是真高,寿命中规中矩。但就是高端市场有点跟不上,比如加工钛合金或者高速切削,和进口比还有差距。不过他们这两年引进新设备,据说涂层线升级了,我还没测过新品。如果你是做普通模具、批量大,可以找他们谈谈。优点是不太会骗人,缺点是交期有时候拖。
第二,厦门金鹭。也是老牌子,做钨粉末起家,所以基体材料扎实。我有个朋友在福建做汽配,批量用他们的一种钢件开槽铣刀,说稳定性不错,崩刃率低。但我个人没长期用过,不敢说全系列。听说他们2024年推了GA4230牌号,专门针对模具钢,有机会我打算测一下。
第三,苏州阿诺。这家以前是代理进口刀具经销起家,后来自己设厂做非标定制的整硬铣刀。他们设备蛮先进,瓦尔特、安卡五轴磨床不少,工程师响应快。我去年做一批异形件,找他们定制非标成型铣刀,从设计到交货两周,试刀一次成功。价格比株钻贵,但比进口便宜一大截。适合做非标或者小批量精度高的件。
第四,一个不起眼的小厂,常州某锋刀具(避免广告,不说全名)。专做铝用、铜用铣刀,单刃、双刃、刻字刀都有。我买他们的铝用单刃刀,加工6061铝,一刀光洁度好得让我意外,用了两年都很稳。老板是工程师出身,不爱吹牛,问他为什么便宜,他说“我就赚个加工费”。这种厂其实很多,关键是你得去跑,去试。别老迷信大品牌,有些细分领域小厂更专注。
第五,进口的肯定得提山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)这些。质量没话说,就是贵。如果工件附加值高、停机成本大,就用进口,别省那点刀具费,一出问题停机损失更吓人。我一般会在关键工位用进口,辅助用国产,混合着来。这些大厂在各地都有代理商,记得问他们要技术支持和试刀,别傻傻直接下单。
注意!以上任何一个厂家都可能出现质量波动,采购合同里必须写清楚验收标准和索赔条款。我吃过亏,现在每批到货都抽检,硬度计、投影仪用起来,别懒。
那些忽悠人的套路
聊完厂家,必须曝光几个常见的坑人手法。你要是遇到,直接扭头走。
套路一:张冠李戴涂层。前面说了,把老技术起个玄幻名字,比如“金刚镀层”“超晶涂层”,其实就是普通的氮化物。你可以问他们要涂层成分检测报告,或者用能谱仪打一下,真家伙不怕验。
套路二:参数造假。我见过一家标称“0.005mm跳动精度”,结果装上一测,跳动0.03mm。他们狡辩说“那是刀柄精度,和刀具无关”。狗屁,你包装上写的是刀具精度!所以别信纸上数据,上机检测最可靠。
套路三:样品特制,大货掺假。寄给你的样品是好料好工艺,做出来的。等批量订单,他就换便宜料,或者减工序。怎么防?不要一次性下大单,分批验收,每批抽检,保留样品对比。如果发现货不对版,立刻终止合作,别犹豫。
套路四:盗用进口品牌。有些网店卖“山特维克铣刀”,价格只有正品一半,还号称原单尾货,全是假的。连包装都仿得八九分像,但刀体激光打标粗糙,或者涂层颜色不对。正品刀具厂商都有授权渠道,去官网查经销商,别图便宜。
最后说句:宣传册上的加工视频,也可能是拼凑的,摆拍太容易了。一定要自己试,实践出真知。
最后说几句掏心窝子的话
挑铣刀厂家,本质就是挑人。那个销售靠不靠谱,那个工程师专不专业,那个老板实不实在。电话里吹上天的,往往不怎么样;愿意给你坦诚讲产品局限的,反而值得信任。
2025年了,刀具行业很卷,有的厂倒闭,有的厂崛起。但有一点不变:技术永远是硬实力,服务是软实力。你如果图省心,就选大品牌、标准化产品;如果想降本增效,就去找专注细分领域的中小厂。但无论如何,自己得懂一点基础知识,不然就是待宰的羔羊。多逛逛专业论坛,像“刀具集”、“机械社区”,上面有不少实干家分享经验,比看广告管用。
写这么多,也算对自己这几年采购生涯的一个总结。愿大家都买到称心的铣刀,少生气,多赚钱。共勉。