这事儿过了大半年,昨天又有同行打电话问,说他新买的伺服压力机刚过保就主轴异响,厂家一推二五六。行了,干脆把我这些年和锻压设备厂家打交道的经验揉碎了写出来,权当个避坑指南。没有排名,也不替谁站台,就说点大实话。
大厂还是小作坊?先擦亮眼
别一听到“小厂”就摇头。你猜怎么着,有些规模看着不起眼的厂家,专精一种机型,比如C型液压机,给大牌代工十几年,工艺比某些上市公司还稳。但关键是——得会看。上个月山东一家做汽车冲压件的朋友,贪便宜买了个“高性价比”开式冲床,用了两个月,滑块间隙大得能塞硬币。拆开一看,机身铸件沙眼密密麻麻,导轨热处理根本没到位。这钱,打水漂都不带响的。所以,看厂必看车间。别在会议室喝龙井,直接去装配线。焊瘤没打磨?油漆底下有腻子?床身回火炉记录敢不敢给你看?这些细节骗不了人。再就是铸件产地,问清楚。有些厂吹得天花乱坠,机身铸件却从铸造之乡泊头的小作坊外协,应力释放不够,用两年精度就跑了。锻压设备这东西,刚性是命,省了这道工序,后面麻烦不断。

别光听销售吹,参数得自己抠
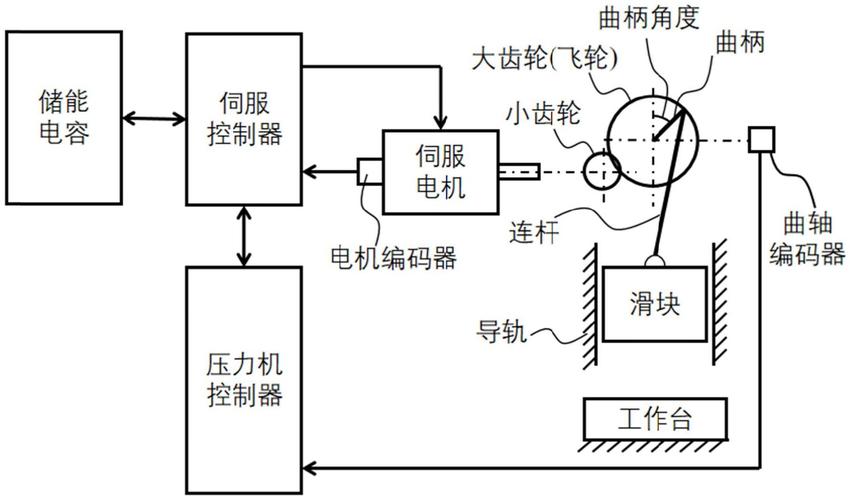
我见过最离谱的销售,能把一台公称力160吨的冲床,吹成“替代进口、伺服直驱”,结果连基本的传动结构都说不清。记住,锻压设备的核心,传动系统是灵魂。曲柄连杆的,轴瓦材质是铜基还是巴氏合金?齿轮是磨齿还是滚齿?伺服直驱的,电机是力矩还是同步?编码器分辨率多少?这些你问深了,杂牌厂立马露馅。还有一类陷阱:“虚标参数”。某年展会上,一家标榜“高速度”的精密冲床,实际冲次还不到标的80%,一问才知,那是在空载、短行程条件下测的。真要打连续模,发热、振动一来,马上原形毕露。因此,别信宣传册上的峰值数据,要工况实测曲线。有条件,带自己的模具去试,打足8小时,看温升、看下死点位移。这个要求,负责任的厂家会痛快答应,那些支支吾吾的,趁早拉倒。
售后才是无底洞,合同里得抠死
再就是软件升级。现在很多数控锻压设备,卖的时候跟你说“终身技术服务”,等真要更新一下PLC程序或增加个工艺包,开口就要几千。所以,软件服务范围也得白纸黑字:包含哪些?免费期多长?后续费率怎么算?我一个做钣金的朋友,去年买的一套折弯单元,光解锁个自动跟随功能就花了八千,肉疼。这些暗坑,销售绝不会主动提。
还有,旧机回收或置换政策,如果你原来的设备要处理,有些厂家能置换,折价还比较合理,这能省不少钱。但必须提前谈妥估价方式,免得到时被骑驴压价。记住,付款方式也能看出厂家底气——那些催着你交全款或高额定金的,多为小作坊;肯留10%左右质保金、验收后付清的,相对靠谱。
同行口碑比什么都真实
锻压这个行当,说白了是一重二拙——设备粗笨,但心思要细。希望这些啰嗦话,能让你在找锻压设备厂家时,少走点弯路。真要展开说,三天三夜也说不完,比如液压机的油路设计、热模锻的压力机选型…… 这些就留到下次聊吧。总之记住,多看车间、抠死合同、实测为王,大概率能避开八成以上的坑。