去年夏天,朋友的工厂要上两台斜床身数控车,预算掐得死——三十万以内,精度还得干到IT6级。他拿着某家厂的彩页来找我,参数漂亮得不像话:主轴跳动2个μ,定位精度3个μ,用的是日本THK丝杆。我瞄了一眼报价,二十六万八,还送一年延保。怎么看都是捡到宝了,对吧?结果设备拉回来三个月,Z轴反向间隙就飙到12个μ,液压站漏油像个筛子……最后,那家厂的售后电话永远在排队。朋友叼着烟,幽幽说了一句:”这学费,够买辆二手三系了。”
这事儿吧,其实挺普遍的。现在数控车床厂家遍地开花,光长三角一带,挂个牌子就敢说”替代进口”的少说有上百家。参数表一个比一个华丽,但车间里真刀真枪干三个月,是骡子是马一目了然。所以啊,今天不写什么选购指南——那玩意儿太假——就闲聊一些经验,纯个人视角,想到哪儿说到哪儿。

参数,就是拿来糊弄人的?
也不能说全是糊弄,但水分挤一挤够泡一壶茶。”主轴跳动2μm”——你猜怎么测的?大概率是在主轴鼻端、静态、空载、打表一圈取个峰值。真要干上活儿,夹个两百斤的锻件毛坯,转速拉到3000转,跳动还能保证吗?更别提很多厂家标的”定位精度”其实是从激光干涉仪报告上摘的最佳值,重复定位精度却含糊其辞。我跟一个搞机床检测的老哥聊过,他说他们去验机时,有一半厂家的出厂报告经不起第三方复测。日本机床展JIMTOF的报告里也提过,机床精度指标必须标明检测标准(ISO 230-2还是VDA),可国内多少家连这个都藏着掖着?
所以,去看厂,直接让人开机干活。带根棒料过去,车一段外圆,打表看锥度、看圆度,比啥参数都管用。真的,别光盯着彩页上的数字流口水,那玩意的可信度,跟朋友圈的美颜自拍差不多。
床身和铸件——那些你看不见的骨头
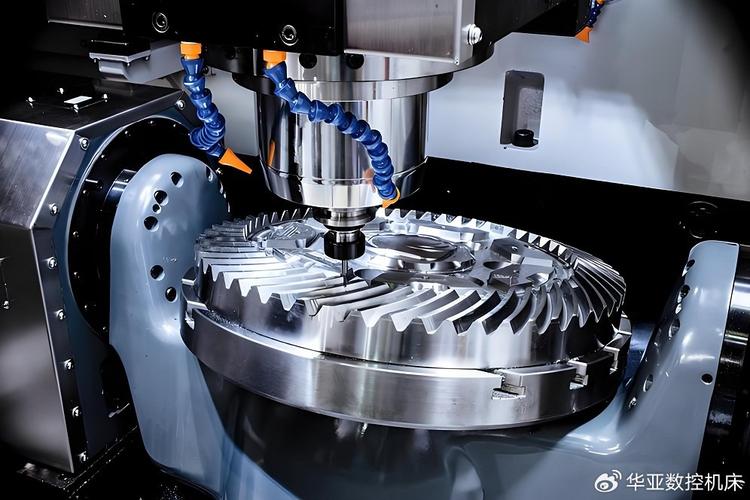
我特别反感一种说法:”国产数控车现在跟台湾机、日本机就差个系统。”差个系统?差远了。机床是骨架,系统是大脑,你让一个骨质疏松的人去参加百米赛跑,摔跤是迟早的。好的床身铸件,灰口铸铁HT300起步,还得经过二次时效处理,去应力。有些小厂家用HT250甚至球墨铸铁混着来,刚用半年,导轨面就开始微变形,丝杆憋劲,精度就跑了。我在一个展会上碰到过山东一家老牌铸造厂的工程师,他说他们给某台湾品牌供床身,对方要求自然时效至少半年,还得振动弹一遍。可他们内销的很多床身呢,铸出来一周就上加工中心了。这事儿没法说理,成本摆在那儿。
还有导轨。硬轨刚性好但磨损后难修,线轨速度快但对安装面要求极高。现在流行”滚柱线轨”,号称重切和高速两不误,但实际很多厂家装配时预压调不对,机床一运行就”咯噔咯噔”响,以为是丝杆问题,其实是滑块在导轨上别着劲儿。我跟你说个真事:有次去调试一台新机,Z轴快速移动时声音发闷,拆开护板一看,线轨的安装螺丝竟然有两个没拧紧——出厂质检就是个盖章游戏。
售后,才是真正的”厂家”
设备总会出毛病,别说国产,德马吉、大隈照样有趴窝的时候。但区别在哪儿?你一个电话,人家多久到、能不能修好。我见过最夸张的售后:周末打过去,说”周一给您安排”,然后周一下午师傅慢悠悠来了,检查半天说”这个型号的驱动器要等厂家发货”,一等就是一周。工厂产线停一天,损失多少?老板恨不得自己拿扳手上去。
所以我现在看厂家,先查他们售后网点。不是看官网写的那几个城市——那都是画大饼——你问他:”我厂在嘉兴,出故障后多久能到人?”敢拍胸脯说4小时内到的,再往下聊。还有一点,配件。很多中小厂家用的零件杂,汇川的伺服、台达的变频器、国产某某牌主轴……一旦坏了,他们自己都没库存,要从各供应商调货,一来一去半个月。所以,尽量选那些核心部件统一、备件储备足的厂,哪怕贵一点。
对了,千万别信”终身免维护”这种鬼话。导轨需要定期加油,液压油要换,精密轴承寿命也就几千小时。说到这儿我想起,去年有个厂家宣传”主轴免维护,精度质保五年”,结果用户拆开一看,轴承用的居然是P4而不是P4S……扯淡都没边了。
一些不成熟的看法(可能得罪人)
长三角的厂,整体装配水平比珠三角精细一点,但价格也高。机床展上的样机都闪闪发光,实际交付的可能就是另一回事——合同里一定要写明”精度标准按GB/T 16462.1验收”,并约定第三方检测。台湾机的床身刚性和热稳定性确实有一套,但部分品牌这几年减配减得厉害。至于那些自称”德国技术””瑞士血统”的,你问问他们总公司注册地在哪儿,基本都笑而不语。
最后说个事,算彩蛋吧。我帮朋友最终选的那家厂,规模不大,老板就是总工程师,自己画图编程。设备交付时,他带着激光干涉仪和球杆仪上门,当着我俩面打了补偿表,重复定位做到±2μm以内。他说了一句话特别实在:”我这床子不敢说用十年精度不变,但你按规范保养,五年内干活不会坑你。”那两台机现在跑了一年多,除了换过一条皮带,没掉过链子。朋友说,下次上新项目,还找他。