上个月去展会,一圈逛下来,宣传册都印得跟时尚杂志似的,数据漂亮得让人心跳加速——主轴转速两万转,定位精度0.003毫米,看得我差点当场掏支票。可转身想起去年老李的教训,立马冷静了。他那台“参数神机”,买回去加工出来的模具,曲面一检测,刀纹跟搓衣板似的,厂家却说‘是我们参数,但那是实验室数据’。你听听,多气人!
参数水分有多大?
参数这东西,就像方便面的包装图——仅供参考。我见过某厂标称主轴功率7.5kW,实际长时间切削连5kW都稳不住,一狠切就掉速,活生生把钨钢刀磨成了锤子。为什么?他们用的是小惯量电机,峰值功率是能冲上去,但额定功率根本不够看。看参数一定要问清楚是S1还是S6工作制,这个搞不清,后患无穷。还有那种标“定位精度±0.003”的,你得查他厂里的检测报告是哪个机构出的,是半闭环还是全闭环状态下测的。很多小厂就在大理石上打表走一圈,环境温度都不控,这种精度到了你车间,季节一变,差出一个丝是常事。国际标准里有个术语叫 VDI/DGQ 3441,但有些厂家根本不按那套来,自己编一套检测方法,水得很。

说起来,有回拆开一台用了半年的“高刚性”床身,发现地脚螺栓竟然只有四个,而且拧得松松垮垮。铸铁床身确实厚,可该有的阻尼垫片全给省了,共振起来嗡嗡响,像台二手拖拉机。床身刚性不能光看壁厚,还要看筋板布局和填充物,那种往铸件里灌水泥砂子的更坑,头几个月挺好,等水泥干透了、开裂了,精度就飘了。所以啊,看参数不如看铸铁牌号——HT250和HT300,硬度差一个档,吸振能力两码事。
实地考察,别走马观花
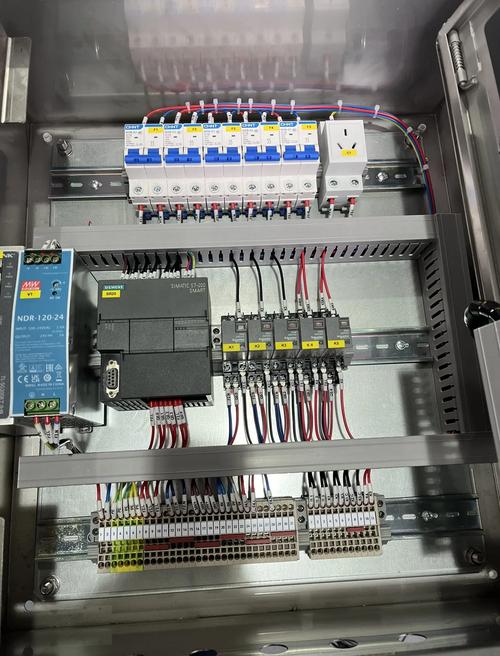
真的,去铣床厂家实地看看,一眼就能筛掉一半。我一般会干两件事:第一,钻到装配车间角落,看他们的电气柜。线槽走线是不是横平竖直,继电器是不是贴着施耐德或西门子的标,而不是仿的。有些柜子里飞线乱得像鸟窝,以后出故障排查会让你怀疑人生。第二,找个正在试切的样件,摸一下棱边毛刺,问师傅“你们常用哪家的刀?这转速进给怎么给的?” 老师傅要是能头头是道给你讲出刀具悬伸量和震动的关系,那这家技术底子差不了。反过来,如果只会说“我们设备绝对好”,趁早走人。
有一年在长三角看厂,老板热情得很,午饭硬拉着去大酒店。我就发了根烟给车间里的装配工,问他“哥们,导轨丝杆哪家的?”他叼着烟说“以前用THK,现在换了个国内品牌,便宜嘛。” 我心里就咯噔一下。后来细看,导轨端面连防尘刮屑板都没装齐,滑块上的油嘴也是堵的。这种细节,企业画册上永远不会告诉你。关键部件品牌直接影响寿命:主轴轴承是NSK还是国产普通品,寿命能差三倍;联轴器用德国R+W的,还是国内五十块钱一个的,微小振动反馈到工件表面就是云泥之别。
服务,才是无底洞
设备总有趴窝的时候。我朋友前年买了台龙门铣,半年后控制器黑屏,电话打给厂家,刚开始还接,后来就推三阻四,最后干脆说“你那批机型已停产,备件要等三个月”。朋友气得血压飙到160——三个月,订单违约金都够再买半台机器了。所以,别光看保修期是几年,得看响应速度。最好合同里写明:省内24小时到场,省外48小时,关键部件故障直接换新机。有些北方老厂,售后师傅全国就三个,真出远门,光差旅费就跟你掰扯一周。反观负责任的厂家,会定期给你做保养预警,甚至帮你监测主轴振动趋势。
还有培训这档子事。你以为买了设备包教包会?天真。有些培训就是给你个说明书,让操作工自己啃。好点的厂家会派编程工程师驻厂三天,实际跑几个零件,把后处理调顺。我那台五轴机刚买时,年轻徒弟搞不定RTCP刀尖跟随,急得满头汗。厂家来的师傅姓周,叼着烟说:“别按书本对刀,你这么偏置一下……” 就那么一调,所有问题没了。那种经验,值万金。
不过话说回来,现在也有厂家搞“交钥匙工程”,从夹具设计到加工节拍优化全给你包了,这种就省心。但羊毛出在羊身上,报价单上那行“技术咨询费”可别当没看见。
该选谁?别问我要名单,我的原则是——看人
设备再好也是人造的。老板谈吐是否实在,工程师能不能把原理讲透,售后接电话的语气是烦躁还是淡定……这些比参数本本更真实。上周去了家小厂,藏在工业园角落里,车间不大但整洁,老板以前是北一机的装配工出身,聊起刮研平板,眼睛都在放光。他没给我看什么英文认证,但展示了一台他们给军工做的涡轮叶片铣床,那纹路……服气。就凭这份手艺,我当场签了意向。
所以,奉劝各位采购经理,别迷信进口品牌的光环,也别被“性价比”忽悠。铣床是生产力,不是情怀消费品。下车间多闻闻切削液的味道,听听主轴声音,比看一百页选型手册都强。至于网上那些排行榜,笑笑就好——你永远不知道哪家是充了值的。
反正,选厂家就是选人。
你信不信?