选折弯机?头疼。真的头疼。去年帮朋友看设备,差点被坑。当时跑了好几家厂,有家门脸挺大,接待室真皮沙发,喝了两壶茶,销售把参数吹得天花乱坠——结果去车间一看,装配的师傅叼着烟,扳手扔一地… 我的心就凉了半截。这能出好机器?
说实话,折弯机这行水不浅。有些厂家,注册个商标就敢叫“德国技术”“源自意大利”,实际上呢?核心的液压阀、油缸全是国产贴牌,连数控系统都是破解的。我不是说国产不好,但你实话实说啊。最烦那种拿个英文名忽悠人的——唉,跑题了。
那到底怎么挑折弯机厂家?我入行十几年,吃过亏,也捡过宝,随便唠几句。也许能给你省点学费。
去看他们正在装的机器,别只看样机
很多厂都有样机,擦得锃亮,抹了油,动作起来丝滑得不行。但!那可能是专门调试了仨月的“展品”。你要看的是车间里正在装配的半成品——尤其是机身焊接。我一般先钻到焊架下面瞅焊缝,鱼鳞纹均匀不?有没有气孔?有些厂用槽钢拼焊,甚至点焊,日后一受力就裂,吓人。好机身应该是整体焊接,焊后还得去应力退火,否则用两年导轨就变形,精度全完蛋。
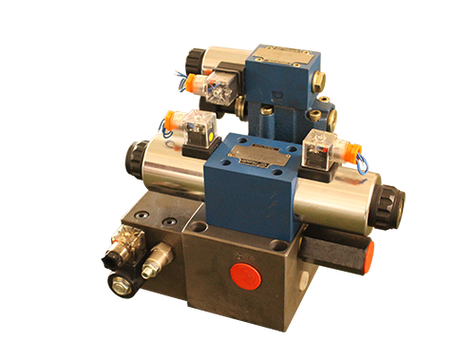
对了,上回在一家小厂,他们正好在装一台300吨的机子,我顺手摸了把油缸的密封圈——杂牌。一问,采购说“这个便宜”。我当时就拉朋友走了。液压系统是折弯机的心脏啊,油缸、阀组、密封件,差一点都不行。漏油事小,泄压、爬行、不同步才要命。所以看厂的时候,可以问问他们液压件用的啥品牌,博世力士乐、派克当然好,但贵;国产的华德、榆次,只要来源正规也行。就怕翻新件,那坑就大了。
别信参数表,信试折出来的活儿
你拿一份折弯机厂家的宣传册,角度精度都标±0.5°,重复定位±0.01mm……停!真这么牛?很多是理想工况下测的。你实际折一块2毫米冷板,全长3米,看两头角度差多少。我试过某品牌新机,标称精度±0.3°,结果折出来一头89.5°,一头90.2°,这叫合格?售后来了调半天,撑不到俩月又漂。后来才知道,光栅尺用的劣质货,温度一高就飘。
所以,试机一定要带自己的活,最好是难一点的——厚板、短边、多次折弯。看它补偿机构灵不灵。电液同步的机子普遍好点,有实时反馈;扭轴同步的老结构,便宜,但精度靠机械硬同步,磨损后根本没法修正。选哪种?看你干啥用。做机箱机柜,要求不高的,扭轴能凑合;做高精钣金,比如医疗器械、半导体框架,老老实实上电液同步,贵是贵,但省心。

售后不是承诺,是命
机器难免出毛病,但有些厂家的售后… 呵呵。我认识一老板,折弯机趴窝三天,打厂家电话,说“技术员全派出去了,你等等”。等?工厂停一天损失多少?后来硬是从外地请人,花了双倍维修费。所以选厂时,别只听“我们全国都有售后点”,要问清楚:几个点?一个点多少技术员?常用备件有库存吗?最好能在合同里写死响应时间,比如24小时内到场。做不到就扣尾款。虽然很多小厂不签这种条款,那你就得掂量了。
还有个邪门的:有些厂家卖完机子就裁员,旺季扩招,淡季砍人,售后质量跟过山车一样。这种信息怎么知道?去行业群里问,或者逛展会的时候跟同行聊。钣金圈子不大,谁家机器爱坏、谁家售后耍赖,一打听就透。
环保和噪音,别等罚款了才重视
这几年环保查得严,很多老车间里的折弯机噪音震天响,液压油漏一地,环保局一来就停产整顿。新买设备,最好选那种低噪音泵,带集油盘的。有些高端机配备伺服泵控,待机几乎无声,省电又安静。虽然贵三五万,但长远看值,电费都能省回来,工人心情也好点——谁愿意在80分贝的车间里吼着说话?
我上个月参观一家厂,他们新上一台全伺服折弯机,节能40%,噪音不到60分贝,现场舒服太多了。不过伺服电机响应比液压还是稍慢,看你应用场景,别盲目追新。
哎,说到这想起个事儿:有个厂家销售跟我吹他们的机子“油电混合,节能之王”,我一看配置,就是普通液压机加了个变频电机,忽悠谁呢?变频是能省点,但跟伺服两码事。所以啊,自己多少得懂点基础知识,不然被卖了还帮数钱。
那到底哪些折弯机厂家靠谱?
这个问题我真不能直接列名单——有广告法管着,我也怕惹麻烦。但可以分享几个判断的方法。首先,去天眼查或企查查看看厂家成立时间、有没有官司。官司多的,赶紧跑。其次,看他们有没有长期的合作客户,能去参观那种最好。第三,翻翻行业杂志,像《钣金与制作》,有些技术文章底下有作者单位,那些经常发技术稿的厂,技术底子一般不差。最后,还是那句话:实地看、带活试、多问同行。
写这么多了?手都酸了。总之,选折弯机厂家是个细活儿,别冲动交定金。这年头钱不好赚,一台机子用不好,几年缓不过来。希望各位都能买到称手的兵器,少走弯路。
好了,我得去盯一下自己的那批活儿了。回见。