上个月,我盯着质检报告上那个偏差值,太阳穴突突直跳。说好的C3级滚珠丝杠,跑合三天,反向间隙直接窜到了0.03mm——这玩意儿要是装进半导体设备,客户非得把合同甩我脸上。电话打给厂家,那边销售还嘴硬:“我们的出厂精度绝对达标,是你们装配有问题。” 装你个大头鬼。我气笑了,装配扭矩全是按德国标准打的,装配间恒温恒湿,你跟我说装配?这已经是今年第三次栽在同一个坑里了。
说实话,找一家靠谱的丝杆厂家,比找对象还难。对象还能先处处看,丝杆呢?等发现不行,整个项目进度都耽误了。我干自动化集成这行八年,从深圳到苏州,大大小小的作坊和上市公司打过交道,今天就撕开那些光鲜的样本,聊聊怎么从一堆厂家里,挖出能用的那一个。
挂羊头卖狗肉?行业里那点事
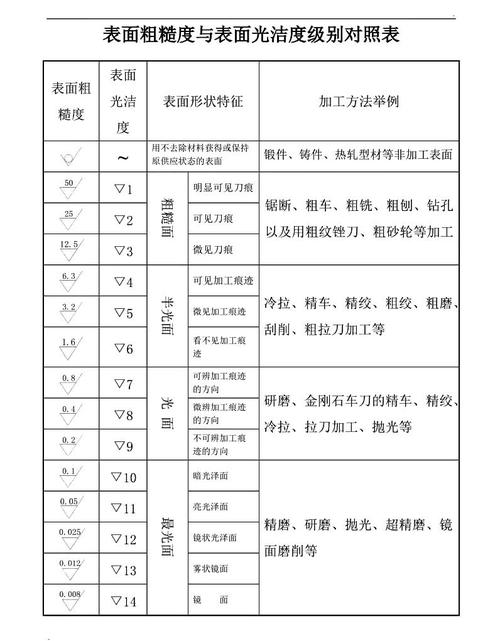
去年在东莞,一个老板拍着胸脯说他们的研磨丝杠能达到P3级。我多了个心眼,带了个粗糙度仪去。现场随手抽一根,丝杠滚道粗糙度Ra 0.6——这他妈是轧制的水平,硬说是研磨的。老板脸不红心不跳:“现在研磨分级标准放宽了嘛。” 放屁。根据ISO 3408-3标准,P3级对应有效行程内行程变动量是12μm/300mm,但谁都清楚,没有Ra 0.4以下的粗糙度,根本扛不住预压衰减。后来我专门查了日本NSK的内部技术资料,它们对研磨丝杠滚道粗糙度的内控标准甚至卡在Ra 0.2以下。可国内很多小厂,拿轧制杆滚道再磨一刀,就敢标“研磨级”,价格比正经研磨的便宜一半——你说这市场怎么不乱?
热处理?那更是重灾区。我见过最离谱的,是浙江某厂把渗碳淬火的轴承钢拿去高频淬火,结果硬化层像蛋壳一样薄,用不了多久就剥落。轴承钢GCr15渗碳淬火后,表面硬度应该达到HRC58-62,硬化层深度要≥0.8mm,但高频淬火根本达不到这个深度。行业里公认的说法是,高端丝杆的寿命,七分靠热处理。一台能精准控制碳势的多用炉,价格就够小作坊干好几年的,它们怎么舍得?
别迷信“精度”,要看“精度保持性”
有一次,一个做激光切割机的客户找上门,说他们试了三家厂家的丝杆,初始精度都合格,但机器跑三个月,切割精度就漂移。我让他把旧丝杆拆下来送测,结果发现丝杆中段磨损严重,螺母内的滚珠都已经大小不一了。这不明摆着吗?材料不行,热处理不到位,或者滚道没有超精研,初始精度再漂亮也是昙花一现。
行业内能把精度保持性做好的厂家,都有一个共同点:舍得在检测上烧钱。比如昆山有家给机床巨头代工的厂,他们的检测室放着两台雷尼绍激光干涉仪,一台测螺距误差,一台专门测反向间隙的重复性。每根出厂的精密丝杆都带着动态检测报告,C3级以下的,甚至不提供报告。但这样的厂,你如果没有熟人引荐,门都摸不到——他们不接小单。

所以我现在选厂家,第一个问题不是“你们能做到几级”,而是“能给我看你们环境试验后的数据吗?” 大部分销售当场卡壳。环境试验?就是让丝杆在温度变化、润滑劣化条件下跑合,看精度衰减曲线。能主动做这个测试的厂家,全国不超过两只手。 不是我悲观,根据中国机床工具工业协会滚动功能部件分会2023年的一份内部报告,国内精密滚珠丝杠的精度保持性指数,头部企业和腰部企业能差出三倍。
2025年,什么样的丝杆厂家值得赌一把?
大环境大家都看到了,房地产萎靡,制造业内卷。但高端装备的国产替代,是一块硬骨头,也是一块肥肉。去年,我看到一个数据:日本THK在中国市场的营收下滑了12%,不是因为需求少了,而是因为国产高精度的产品正在一点点撕开口子。在这种背景下,一些有特点的厂家就冒了出来。
比如说,有些背靠军工体系的厂子。就在上个月,我通过一个行业展会,接触到一家洛阳的厂,前身是给坦克稳像系统做微型丝杠的。民用领域他们声量很小,但技术吓死人——直径8mm的丝杆,导程能做到1mm,全程行程变动量控制在3μm以内。这种微型高精度的东西,以前只能买瑞士的,一根报价两万起,现在国产的出来了,价格直接腰斩。不过,这类厂通常有个毛病:民品服务意识淡薄,交期飘忽,你得有耐心磨。
还有一种,是专注在某一细分领域做透了的小厂。比如我认识一家无锡的厂,只做光伏多线切割机上的丝杆。那个丝杆工况极其恶劣,砂浆粉尘大,速度高。他们自己研发了一种特殊密封结构,寿命比普通丝杆高三倍。这种厂值得尊重——专注,是乱世里最稀缺的品质。
不过,话说回来,千万不要盲目相信“专精特新”的牌子。有些企业拿了这个认证,就借机涨价,品质却原地踏步。我的建议是:看现场,看设备。能让你随便拍照的,心里有底的多;遮遮掩掩的,八成有鬼。尤其要看他有没有数控螺纹磨床。这台设备,英国Matrix或德国SMS的二手货都得近百万,国产汉江机床的也行,没有它,研磨丝杆就是扯淡。还有,看他车间里有没有恒温检测室,不是玻璃隔出来的摆设,是真正带空调和温湿度控制的。
掏心窝子的挑厂步骤
最后,分享一下我现在的流程,算是个人的土法子,但管用。
第一步,要样品,但不是光要一根丝杆。 要带一段他们截下的料头,以及同批次的滚珠。料头拿去做金相分析,看碳化物网状级别和残余奥氏体含量,滚珠测硬度差和圆度。这几项如果不行,直接Pass。有一回,我测出一家厂的滚珠圆度差到0.5μm,他们样本上还写着“G5级钢球”,简直了。
第二步,做加速跑合试验。 把丝杆装到模拟负载台上,加60%额定动载荷,跑50万转,再测反向间隙增量。增量超过30%的,不考虑。这个条件其实很宽松,真正好的丝杆,增量能控制在10%以内。但很多厂一听这个要求就退缩,因为他们心里清楚自己的货是什么成色。
第三步,聊技术响应。 你故意提一个稍微复杂的需求,比如“我想在丝杆端部加工一个非标的法兰,配合我自己的谐波减速机”,看对方工程师的反应。如果他直接就开画图软件和你讨论公差,这厂底子不薄;如果他吞吞吐吐说“我们标准品库存满足您”,那你懂的。这种交流中,我甚至遇到过对方总工直接告诉我:“你这个结构有共振风险,建议改悬臂支撑。” 一句话帮我省了十几万模具费。这样的厂,价格高一点我也认。
说到底,找丝杆厂家就像一场博弈。你拿到的样本,是对方精心打扮的相亲照;只有拆开来看,跑起来试,才能知道里面是金子还是棉絮。这篇文章没推荐具体的品牌,因为适合我的不一定适合你,而且今天靠谱明天可能就拉胯。但思路和标准在那里,希望能帮你筛掉80%的坑。剩下的20%,就看你的眼力和运气了。