说实话,我入行做金相分析快十年了,用过不下五个品牌的金相切割机。从最初被销售吹得天花乱坠的小白,到现在一眼就能看穿参数猫腻的老油条,这中间踩过的坑——啧,都能写本书了。今天不扯虚的,就聊聊金相切割机厂家那些事儿,帮各位避避雷。
先交代个背景:去年实验室要扩产,老板甩给我一句话:“预算30万,买两台切割机,要能切硬质合金和淬火钢,你看着办。”采购前我调研了整整两周,国产的、进口的、甚至某宝上看着挺唬人的小厂子,都撩了一遍。结果发现,这行水是真的深。有些厂家,把机器外壳擦得锃亮,结果内部传动用的还是皮带——都什么年代了,连精密滚珠丝杠都不舍得用?切割时振动大得跟拖拉机似的,切出来的样品热影响层厚到吓人,后续磨抛得累死个人。
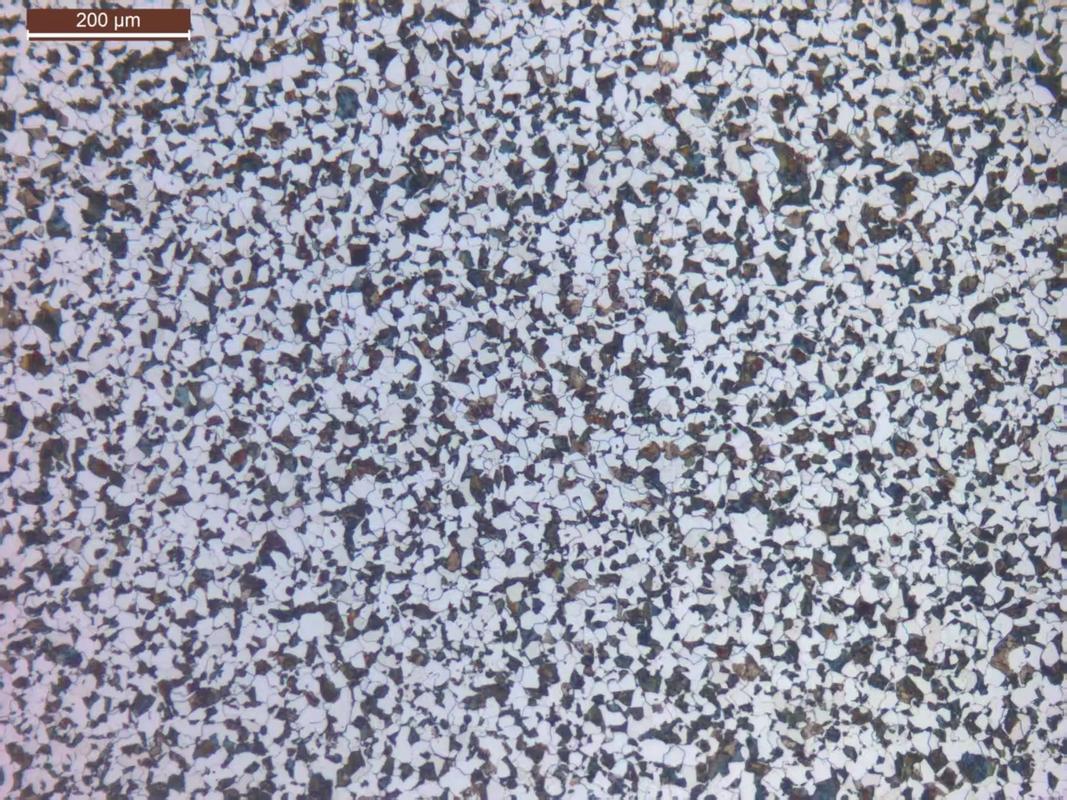
所以第一个忠告就是:别被外观和展厅演示视频迷惑,一定要实际切样看效果。金相切割的核心指标是什么?不是转速多高,不是功率多大,而是切割面的损伤层深度。你切个45钢,镶嵌后再磨抛,显微镜下看边缘,如果有明显塑性变形或者微裂纹,那就是切割热损伤和机械应力太大。好的金相切割机——比如配置了合适砂轮片、冷却系统到位的——切45钢后损伤层能控制在10微米以内,而差的机器可能超过50微米。这个差距,在后续检验时会给你找大麻烦。
说到具体选厂家,我踩过一个巨坑:某厂家宣称自己的自动切割机“重复定位精度0.01mm”,结果买回来切批量样品,发现同一批试样切割厚度公差飘到0.2mm了。后来拆开一看,Y轴进给居然是普通的梯形丝杠加手轮刻度,连光栅尺都没有。找他们理论,对方振振有词:“我们标的精度是丝杠螺距精度,不是实际切割精度。”这文字游戏玩得——我当场血压拉满。所以啊,精度这块,必须让厂家提供第三方计量报告,或者自己带试样去工厂现场切一批,用千分尺量一致性。国家标准里对金相试样切割面虽然没有直接的公差要求,但像GB/T 4340.1里对硬度测试的试样厚度有规定,如果切割出来厚度不均,你后道磨抛就废了。更稳妥的做法是,考察厂家的主轴径向跳动和轴向窜动,对于精密金相切割,这两项最好都控制在0.005mm内,否则砂轮片摆动大会严重恶化切割质量。
切割片和冷却,被忽视的致命细节

很多人买切割机时盯着主机参数看,却忘了切割片和冷却液才是直接影响结果的耗材。有些厂家随机附送的切割片,真是——一言难尽。薄是薄了,但结合剂偏软,切硬质合金时消耗快得像烧钱;或者反过来,结合剂太硬,自锐性差,导致切割面烧伤发蓝。我现在的经验是,买机器时一定跟厂家谈好切割片的适配方案,并且要求他们提供针对你常用材料的切割参数,比如线速度、进给速率、冷却液类型和流量。进口品牌像Struers、Buehler,都有非常系统的切割片选型指南,国产大厂现在也在跟进,比如某些型号会细分“用于高硬度钢”、“用于钛合金”、“用于电子元件”等专用片。如果一家金相切割机厂家只会说“我们的机器什么都切”,而给不出具体耗材方案,那基本就是贴牌组装厂,趁早拉黑。
冷却液这块更有意思。有些厂家竟然建议用户直接接自来水冷却!理由是“方便”。大哥,金相切割冷却不光是为了降温,还要防锈、润滑、带走切屑、避免金属颗粒飞溅污染循环水。直接用自来水,工件切割面瞬间氧化,还得额外加防锈剂,而且水垢会堵塞喷嘴和管路。正规的厂家会推荐专用冷却液,并标配过滤精度足够的循环水箱,至少得带磁性分离和纸质过滤,不然细微铁粉循环冲刷会损伤砂轮片。这部分成本,厂家会不会为了投标压价而缩水?你自己品。
售后不是口号,是躲不开的命门
金相切割机这种精密设备,故障率说高不高,但一旦趴窝,你的实验室就得停摆。我打交道过的厂家里,有的响应速度飞快——上午报修,下午工程师就带着配件上门了;也有拖沓的,说“你寄回来我们检测”然后半个月没音讯。去年我司一台用了三年的国产机,电路板受潮烧了,厂家说这型号已停产,旧板子也没库存,建议我们付费升级整套控制系统,报价两万八……我当时就炸了,三年啊,又不是三十年,配件就断供了?后来辗转找到一个第三方维修师傅,500块换了几个电容搞定。所以,考察厂家时,一定要问清楚配件的通用性和供应年限,最好在合同里白纸黑字写明:关键零部件(如电机、电路板、丝杠)停产前至少提前一年通知,并且保证售后供应十年以上。
另外,安装调试和培训也很考验厂家。有些小厂,机器发过来就一个物流木箱,里面说明书还是英文的——对,照着某进口型号仿的,连翻译都不做。安装时发现地脚螺栓孔位都不对,还得自己扩孔。更要命的是培训,工程师过来演示一遍就走了,我们新上手的操作员还是不敢调参数,最后硬是摸索了两周。反观一些大品牌,安装时会用水平仪校准整套设备,做切割比对试验,直到结果达标才签字,培训也会手把手教到会为止。这差异,真的会体现在你后续日常工作的顺畅度上。
进口VS国产,怎么选才不交智商税
这个话题容易引战,但客观讲,目前高端金相切割机市场,丹麦Struers、美国Buehler确实是标杆,精度和稳定性没得挑。我见过一台用了15年的Struers Accutom-50,保养得当,切半导体晶圆照样平整如镜面,不服不行。但价格呢?加上各种耗材和关税,差不多三十多万,够买三台不错的国产机了。对于一般的钢铁、有色金属常规检测,国产一线品牌完全够用,比如某些有自主研发能力的厂家,机器结构扎实,精度也能控制在合理范围,价格就亲切多了。
关键是要辨别哪些是真正有技术实力的国产厂家,哪些是作坊拼装货。我总结几个野路子鉴别法:一看厂家是否自有铸造和热处理车间——很多核心件的稳定性就源于此;二看他们是否愿意提供近三年的典型用户名单,你可以随机打电话问问真实使用体验;三看关键工艺,比如主轴装配是否在恒温恒湿车间进行,这直接关系到长期精度。如果厂家连工厂实拍视频都支支吾吾给不出来,那大概率是OEM。
再说个细思极恐的事:市面上有些所谓“德国技术”、“瑞士工艺”的贴牌机,其实换个英文界面就敢翻倍卖。我去展会见过某品牌,摆出来的机器做工粗糙,螺丝孔有毛刺,但宣传册上全是德语——后来一查商标,在香港注册的皮包公司。所以,别迷信洋文,看实际使用效果和口碑。

最后啰嗦一句:购买前,务必明确你的实际需求——不是最贵的就最好,功能过剩也是浪费。比如你只是切常规尺寸的钢材,选个手动台式机就足够,带自动进给和循环冷却的,三四万块搞定;非要买带水刀或激光切割的复合机型,不仅贵,维护还麻烦。而如果你像我们一样经常切异形件、或对热影响区要求极严,那可以考虑精密自动切割机,预算提到十万以上是难免的。总之,列出你最常切的材料类型、尺寸范围、日均切割量,带着这张表去跟金相切割机厂家谈,看他们能给什么方案。而不是被他们牵着鼻子走。
好了,就说到这儿。希望各位同行都能买到趁手的工具,少走弯路。毕竟,机器稳了,心就不烦了,对吧?