随便?你随便不起。
去年有个朋友,图便宜,从网上找了个不知名的小厂,花了不到市场价一半的钱,拉回来一台“全新”造粒机。结果呢,三天两头堵料,一个月修了八回,最后请老师傅一看——螺杆是二手翻新的,机筒内壁磨损严重。这哪是生产,这是供了个祖宗!
所以,选塑料造粒机厂家,真的不能只看价格。这事儿水太深,我淌过来了,今天就把这些血泪经验掰开揉碎讲给你听。
一、揭开面纱:造粒机厂家的那些“话术”
先说说我第一次去考察厂家时犯的傻。
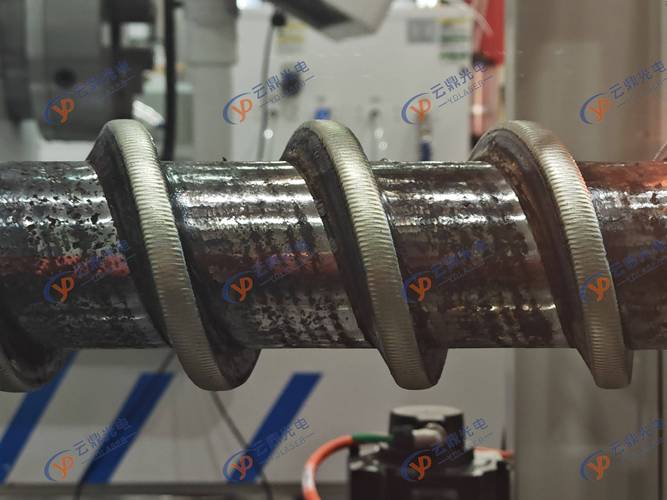
销售指着机器说:“我们这螺杆是38CrMoAlA氮化钢,硬度HV900以上,用个三五年没问题。”我当时还觉得挺专业,后来才明白,这几乎就是行业标配,根本算不上亮点。真正的差别在哪?——螺杆的长径比、压缩比、螺纹元件的组合方式。这些,他们才不会主动告诉你。
还有,很多厂家会吹“我们的机器日产量可达XX吨”。听着很美对吧?但你得问清楚:这是处理什么料?是PE薄膜、PP编织袋,还是工程塑料?不同原料,产量能差一倍多。拿PE的数据来忽悠你买回去做ABS,最后哭的是你自己。
更气人的是售后。合同上写着“整机质保一年”,等真出了问题,他会说“易损件除外”,而螺杆、机筒这些核心部件,在某些厂家眼里居然也算“易损”……没办法,咬文嚼字你搞不过他们法务。
二、好厂家到底该是什么样?
被坑过几次之后,我总结了几条硬标准。不吹牛,就实打实的。
第一条,必须能让你看车间,看正在运行的机器。我不是说那种提前安排好的“参观示范”,而是你突然袭击、临时指定要看某一台设备的运行状态。电机稳不稳?电流表波动大不大?换网器漏不漏料?模头出来的粒子均匀吗?这些肉眼可见的东西骗不了人。
第二条,懂你的原料特点。我之前接触过一个张家港的厂家,技术员听说我主要做PE/PP混合废料,二话不说,给我调了双阶造粒的方案,还建议增加一个排气口。这叫什么?专业。而那些不管你再难搞的料,都只会说“没问题”的厂家,趁早撤。
第三条,配件和辅机的透明度。比如,他敢不敢把减速箱的牌子、电机的厂家写进合同?某大厂的齿轮箱用的是国茂的,电机是皖南的,这些都是可以明说的事。藏着掖着的,八成有猫腻。
还有一条很玄乎——老板的车间管理。你去看他的工厂,如果工具乱扔、半成品堆得满地都是,那我敢说,他的机器装配也好不到哪里去。我前年去浙江一个厂,车间地面能当镜子照,每个零件都有编码。这种厂子,你想让他做粗糙都难。
根据《中国再生塑料行业发展报告(2023)》,国内规模以上再生塑料企业超过3000家,但真正有核心技术、能稳定生产高质量再生颗粒的厂家,不足两成。数据摆在这,你自己品。

三、我赌你一定会问:到底选哪家?
避嫌,我不说具体厂名。但可以说几个大方向,你自己对号入座。
如果你做的是量大、料质单一的薄膜回收(比如LLDPE拉伸膜),单螺杆排气式造粒机基本够用,成本也低。这种技术非常成熟,浙江舟山一带有几个老厂,做了几十年,闭着眼都不会选错。
但要是你的原料杂、含水分高、或者想直接处理含油墨的印刷废塑料,那必须上双阶造粒机组——第一阶脱水、排气,第二阶稳定挤出。这种设备结构复杂,对厂家设计能力和现场调试要求极高。我认识一个山东的厂,他们家双阶机确实牛,能耗控制得特别好,但价格也真的不便宜。预算有限的创业者,往往会在这里纠结到失眠。
还有个容易被忽视的——辅助设备。喂料机、破碎清洗线、离心脱水机、振动筛、储料仓……这些要是各自为政,你的生产线就是“肠梗阻”。有能力做整线联调的厂家,会省你一辈子的事。别问我怎么知道的,我那台老破碎机皮带轮大了几毫米,至今想起来都胸闷。
另外,电控系统不能忽视。西门子PLC和国产杂牌,稳定性天差地别。去年夏天,隔壁工厂用了个无名变频器,车间温度一高就罢工,直接停产两天。那损失,够买好几套品牌电柜了。
最后说一个我自己的小习惯:找厂家要近三年客户的回头率数据。这比任何奖牌都真实。真做得好的,老客户回购率一般都在40%以上。我现在的合作厂,就是从一个老同行那里“死缠烂打”问来的,人家用了五年没出过大毛病,我才敢下手。
