选铣刀厂家这事儿,我现在想起来还觉得头疼。真的。前前后后踩了三次大坑,差点把自己名声搞臭。你问为什么?还不是那些吹得天花乱坠的销售。
第一次,贪便宜,找了家小作坊。合同写得漂漂亮亮,样品也光鲜。结果批量到货……好家伙,刃口蹦缺的、外径超差的,连涂层都跟狗啃似的。退货?人家直接耍无赖。那一个月,我天天蹲车间跟质检掐架,头都快秃了。
所以今天想聊聊,怎么在鱼龙混杂的市场里,找到靠谱的铣刀厂家。不写论文,就掏心窝子说点大实话。

别信“什么都能做”的万金油
有个道理我琢磨了很久。越是什么材质都敢接、什么非标都说“简单”的厂,往往越不靠谱。道理不复杂——专精才能做好。去年我遇到个案例:一款加工高温合金的铣刀,找了三家,都说没问题。只有第四家——一家规模中等的厂,销售居然直接说“这活儿不好干,得重新设计槽型”。嘿,这种诚实的反而让我高看一眼。后来果然,只有他们家的刀能扛住。根据《工具技术》杂志2023年的一篇测试报告,高温合金加工对刀具的几何角度和涂层附着力要求极高,国内能稳定出品的厂家两只手数得过来。所以,别听销售吹,要看他们车间里到底有没有针对性设备。比如五轴磨床不算稀奇,但有没有配备专用的冷却系统、在线检测?这些才是硬通货。
说实话,我现在更愿意跟那种“挑活儿”的铣刀厂家合作。他们清楚自己能吃几两饭,不硬撑。对用户来说,其实是种保护。
涂层,看不见的成本黑洞

涂层这东西,水太深。市面上标称一样TiAlN的涂层,有的用两个月,有的半个月就发白。你猜怎么着?差的涂层厚度不均匀,甚至剥落——因为前处理马虎。好的厂家会用喷砂或湿喷砂处理基体,再上涂层。有些小厂直接省掉这步,涂层附着力能好才见鬼。
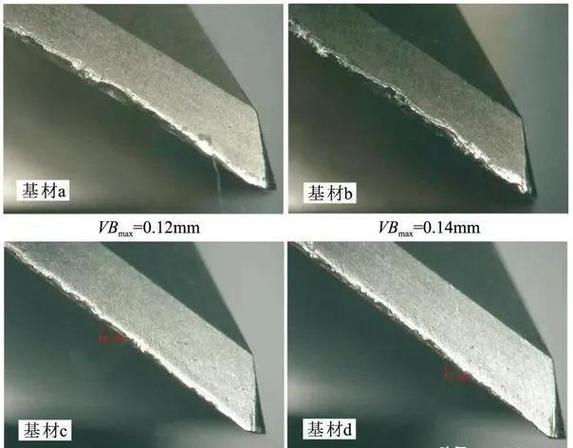
我记得有次去一家常州厂家考察,当场提了个要求:切一根试棒,然后上电子显微镜看磨损带。销售脸都绿了。后来才承认,他们外协的涂层工艺不稳定。而另一家株洲的厂,直接甩给我一份第三方检测报告,磨损曲线明明白白。这差距。所以现在询价,我必问一句:涂层是自建产线还是外协?有没有批次检测报告?答不上来的,直接pass。根据行业协会的统计,目前国内有稳定涂层生产线的铣刀厂家不超过40%,多数是搬砖头。这不是我说的,一位刀具材料专家在技术论坛上提过。选材时一定留个心眼。
服务不是口号,是深夜电话

有一次,凌晨两点,加工中心崩刃了。整条线停着,夜班班长急得跳脚。我打给那家号称“24小时服务”的厂家——忙音。打了几十遍,第二天早上才回电,说销售手机静音。那一刻,真想骂人。后来换了家小厂,规模不大,但老板亲自管技术。半夜电话秒接,二十分钟给出临时方案,第二天一早技术员就带着新刀和测力仪到场。说实话,这种响应速度,比什么认证都管用。
所以,别光看PPT上的服务承诺。要测试:突然发问一个技术难题,看对方多久能给有效回复。或者,要真实客户的联系电话,别怕麻烦,打过去问问。多数人懒得做,但你做了,就能避开80%的坑。这也是行业老炮儿们心照不宣的潜规则:铣刀厂家的售后是不是摆设,打一次深夜电话就知道。
便宜≠划算,寿命账得细算
很多人比价,只盯单价。这太初级了。我算过一笔账:一把60块的铣刀,加工30个件就挂;一把90块的,能扛90个件。单件成本从2块降到1块。更别说换刀停机的损失。但有些厂就爱拿单价唬人。有个朋友在浙江做汽车零部件,买过4块钱的铣刀——没听错,4块!用是能用,三天换一次,调机师傅被逼疯,最后算总账,果断换成12块一支的牌子,安生了。这里面还有个道道:稳定寿命。差的刀寿命波动大,你不知道它啥时候突然就崩,夹具、工件甚至主轴都跟着遭殃。好的铣刀厂家,能提供CPK数据,寿命偏差控制在10%以内。这才是工业品的价值。根据VDI 3328标准,刀具的可靠性直接关系到整线OEE。所以,谈价格之前,先逼对方拿出SQC报告。拿不出来的,别废话。
另外,现在国产高端铣刀进步真的快。像某些专注细分领域的厂家,用国产硬质合金棒料和进口涂层联合,性能已经逼近甚至超过二线进口。但别一棒子打死说国产都好了,也有用回收料充好的。关键还是得实地看:烧结炉、磨床、检测仪,这三样过硬,品控就差不到哪去。别信网上的软文,自己去看,带上公差表,随机抽检。敢让你这么干的厂,多半有底气。
写这么多,不是说教。我只是不希望别人再走我那些血泪路。市场很大,总有好厂,只是需要更聪明的方法去发现。行了,不多说了,又有一批刀要测试,干活儿去了。