
一推开西夏墅那家刀具档口的玻璃门,老板就堆着笑迎上来,递烟倒茶,满嘴“我们给XX大厂供过货”。但我瞥见角落里落灰的样品盒,包装印刷模糊,涂层光泽发闷——心里咯噔一下。老李差点当场下单,被我拽住了。走,再转转。
国内刀具厂家的江湖,你得先认门
刀具行业的水有多深?不比阳澄湖洗澡蟹浅。中国刀具产值这几年蹭蹭涨,2024年已经突破千亿规模,但厂家数量超过3000家(数据参考中国机床工具工业协会刀具分会报告),质量落差比黄果树瀑布还大。 长三角扎堆的西夏墅,人称“刀具之乡”,年产数控刀片超过5亿片,但你要知道,这里九成是小微企业,三五台磨床就开干,涂层工序都外包。好的极好,差的……给我根锯条都比它耐用。珠三角的东莞、深圳,胜在响应快,今天发图纸明天出样,但要挑那些有瑞士ROLLOMATIC或德国WALTER磨床的厂子,设备不行一切免谈。至于温岭、乐清一带,走量为主,价格能杀到骨头里,但材质虚标重灾区——钴含量敢少标2个点,寿命直接腰斩。 说个冷知识:判断一家刀具厂家靠不靠谱,别光看认证。我见过挂着ISO9001牌子的作坊,品控流程就是老师傅眯眼瞅一下。真家伙要看仓库原材料的进货单,瑞典山特维克或肯纳金属的棒料,一公斤多少钱?他们愿不愿让你看?推三阻四的,八成有鬼。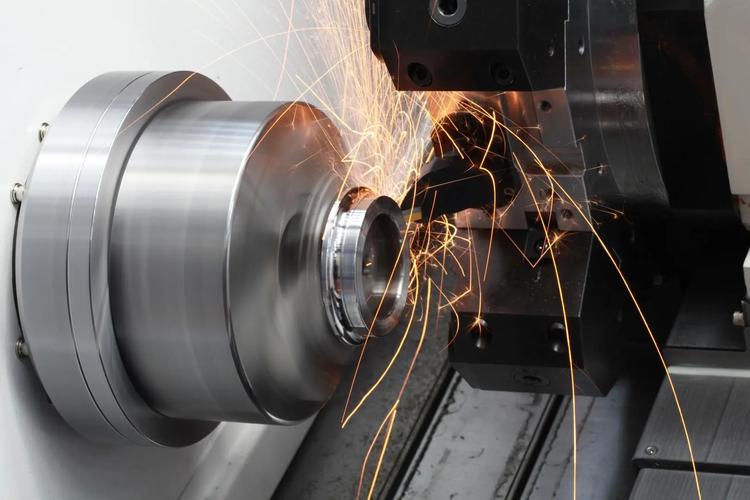
选厂家不是选美,是挖雷
别被“进口替代”四个字晃了眼
现在刀具厂家宣传语里,“进口替代”快被用烂了。某次展会上,一个展台打出“完全替代肯纳XX系列”,拿过样品一看,基体晶粒粗得像沙滩,能替代就有鬼了。真正的替代不是靠嘴,是拿着加工参数、寿命数据、稳定性报告说话。河南有一家专攻齿轮刀具的厂,确实默默替换了一批格里森滚刀,但人家从材料到热处理都是逆向研发了六年,试切废品堆成小山才敢说这话。 别迷信“进口品牌国内代工”的说法——除非你亲眼见到代工协议。很多所谓“同款”就是测绘仿制,槽型仿了八分,涂层工艺差一口气,切削力曲线完全不一样。尤其铣削钛合金、高温合金这种难加工材料,一上机立马露馅。 对了,线上找刀具厂家也长点心。某音上那些展示车间干净得像实验室的视频,很可能借的景。有次我按某音号地址导航过去,一片荒地。气得我直接拉黑。要聊就视频实时通话,让他随手拍设备铭牌,看到设备序列号能去官网查出厂年份最好——老机床精度衰减是硬伤。
写到这想到个事儿。今年4月,浙江一车友兼老板,花30万买了台二手五轴磨床就敢接航空航天订单,刀纹一致性一塌糊涂,被客户索赔到哭。我一点不同情,这种钱也敢挣?刀具厂家的底线应该是——知道哪单不能接。 所以啊,找一家合适的刀具厂家,不能光比价,更像是找技术合伙人。他们愿不愿意派应用工程师到车间跟线调试?有没有寿命承诺和失效分析机制?这些才值钱。至于那些报价单上敢写“终身保用”的……快跑吧,这不是卖菜刀。 最后啰嗦一句:多找几家索要切削数据库。正经厂家都有自己的切削参数推荐表,甚至能提供CAM编程支持,这种隐性服务在后期能省大钱。别问我怎么知道的,说多了都是泪。