很多朋友问我,到底哪家好?说实话,没法直接点名——这不合法,也不负责。每家的特长都不一样,关键是你得知道怎么挑。对,今天就是想跟你聊聊这个:怎么一眼看破那些不靠谱的厂家。
前几天一个做钢构的老客户找我吐槽,说新进的一台设备,标称能切30mm碳钢,结果割到20mm就一塌糊涂,割缝歪歪扭扭像个狗啃的,底下挂渣要用角磨机吭哧吭哧打半天。打电话给厂家,对方说“参数您没调好吧”——调你个头啊,我干了十五年切割,吃几碗饭自己不清楚?
这就是典型的参数虚标。
参数虚标?一割就露馅
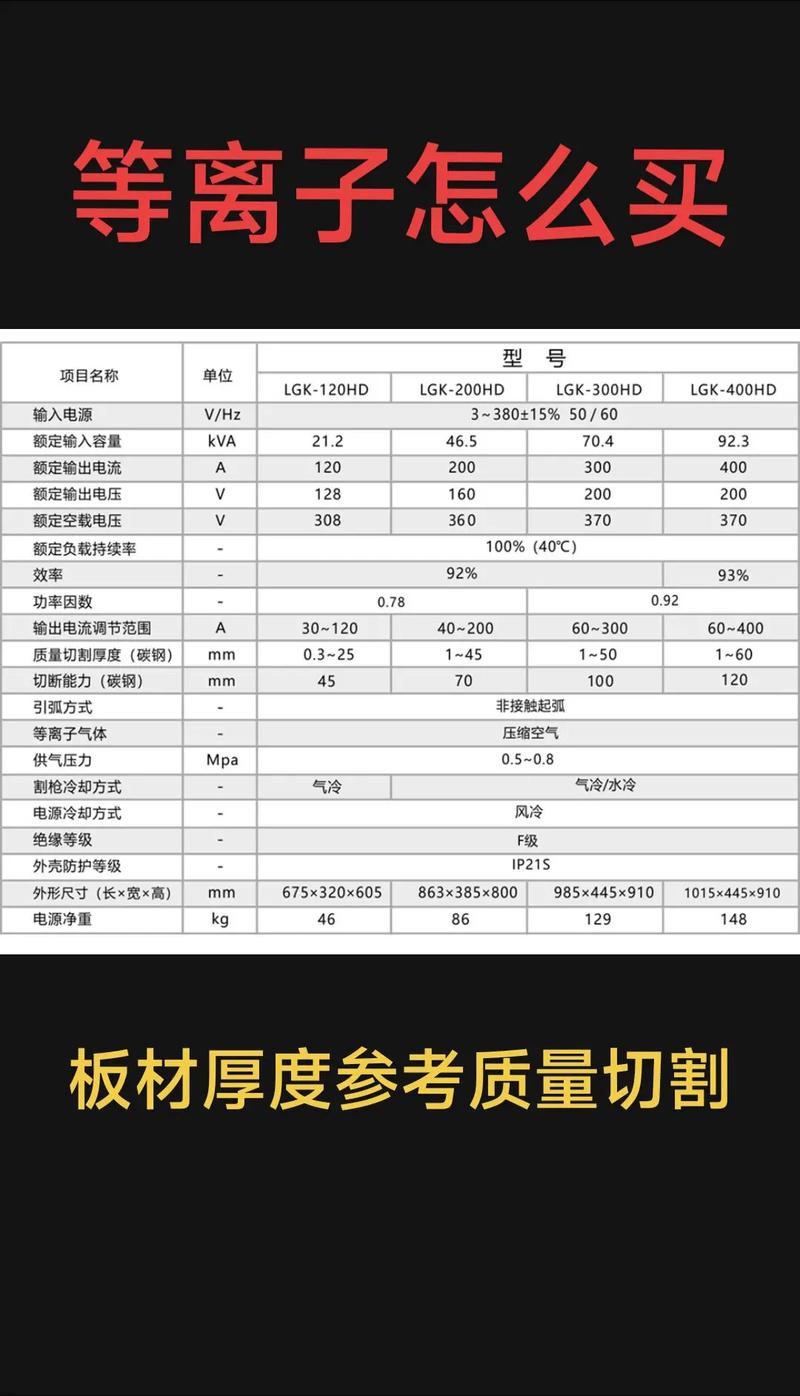
很多小厂,特别喜欢在标牌上做文章。标个40mm、50mm的穿孔切割厚度,那都是理想状态下的极限值,实际批量干活,谁能一直顶着极限跑?更恶心的是,有些连基本的海宝、林肯电源都不是,弄个杂牌电源,配上劣质割炬,割出来一看,切口垂直度、表面粗糙度完全达不到 JB/T 10045.3-1999 这个标准。是的,等离子切割有行业标准的,只不过很多客户不懂,厂家就糊弄。记得有一次,某个销售拍着胸脯说“完美替代进口”,结果我带了一块40mm的不锈钢去试,割是割穿了,但割缝上宽下窄,上半部分还有过烧的氧化色。我说你这质量能交货?他脸不红心不跳地回:“可以上磨床再加工一下。”我当时就笑了,等离子切割还要上磨床,那我还买你干嘛?不如直接上激光。
所以,看厂第一步:要求现场试切你的常用板厚,别光看演示样件。样件都是反复调出来的,根本没参考价值。试切的时候,注意观察割缝宽度、垂直度、挂渣情况,顺便问清楚切割速度、耗电量、易损件寿命。这才是实打实的。
还有,千万注意那个“最大切割速度”。有些厂家标的飞快,实际一跑就抖,龙门架都跟着晃。靠谱的做法是看有效切割速度,也就是保证切割质量前提下的速度。
售前是爷,售后是孙子
这行当,服务水太深。买过设备的都懂,机器不怕出毛病,就怕出了毛病没人管。我有次大半夜,一个电话打给某厂家售后,对面愣是给我转了三个人,最后说“明天上班再说”。明天?我的工期怎么办?很多销售合同里写“终身维护”,四个字值万金。可你仔细看条款——上门费另算、配件费另算、差旅费另算,而且响应时间不承诺。这就等于告诉你:坏了?等我有空再说吧你。
怎么破?一定要把服务条款白纸黑字写明:省内几小时响应,省外几小时到达,常用配件是否储备,过了保修期上门费怎么算。别信口头承诺。另外,可以侧面打听一下他们老客户的口碑,干这一行,圈子很小的,一打听全知道。
有个细节很多人忽略:去看看他们的配件仓库。如果连基本的割炬、喷嘴、电极都没一堆现货,那机器趴窝时你就等着哭吧。还有,那种连个专职售后都没有、靠销售兼职维修的小厂,趁早躲远点。

别光看价格,算总账
另外留意一下数控系统和传动部件。系统是大脑,那种动不动就死机、不支持套料软件的,返工率飙升。传动部分是腿脚,齿条、导轨、减速机这些,精度差的话,切割出来的工件尺寸偏差大,拼装的时候你就知道什么叫“凑合不上”。
还有坑——很多厂家在报价单上故意写得很含胡,比如“不含除尘系统”、“不含底座”、“运输费另计”。等你签完合同,才开始一项一项加钱。所以,务必要一份详细的配置清单,包括每项的品牌、规格、数量,写进合同里。
找厂家,别犯懒。有条件的话,实地去看看他们的生产车间,看看有没有二次加工能力,还是说只是螺丝刀工厂——买来部件拧吧拧吧。看他们正在装配的机器,用的什么品牌电源、什么线缆、焊接工艺怎么样。这些细节骗不了人。
最后啰嗦一句:这年头信息很透明,多找几家沟通,多问问同行,别急着交定金。记住,好厂家不怕你考证,就怕你不懂。
就说这么多吧,该收拾收拾去车间了。有问题可以留言,看到就回——不过别让我推荐具体厂家,我是真怕惹麻烦。