干机加工快二十年,提起装夹我就一肚子苦水——螺丝压板那套,拆装半小时,校表两行泪。后来换磁力吸盘,嚯!跟换了个世界似的。不过选厂家这事儿,坑也不少。今天不整虚的,纯聊干货,扒一扒磁力吸盘厂家那些事儿。
从“吸铁石”到精密智造:磁力吸盘不是你想的那么简单
很多人觉得磁力吸盘不就是块大磁铁嘛,有啥技术含量?错!大错特错。早年间我用过某小厂的永磁盘,刚吸上挺紧,精铣两刀工件就悄咪咪位移了——报废两件钛合金,心疼得我直嘬牙花子。后来才明白,磁路设计、磁极间距、剩磁控制这些,差之毫厘谬以千里。
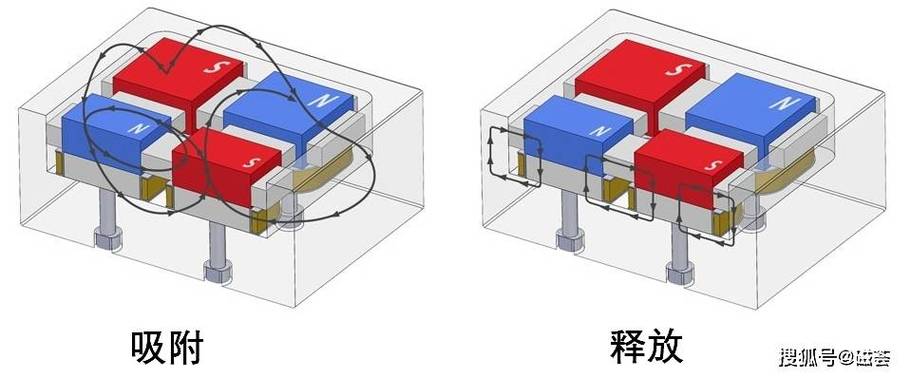
目前市面上主流就三种:永磁吸盘不用电,靠手动扳手切换磁路,方便但吸力上限摆在那;电磁吸盘通电才吸,吸力大得吓人,可一断电就麻爪,做精密件总怕跳闸;电永磁吸盘算是个跨界怪才,脉冲通电瞬间充退磁,工作时不耗电,既安全又省心——第一次在展会上见到,我跟销售掰扯半天,愣是没信,觉得这违背物理常识。结果人家现场演示,啪一下吸死,再按一下松脱,全程没见电源线发烫。当场就被教育了。
话说回来,选型不能只看原理,吸力均匀度、剩磁率、防水等级才是要命指标。比如大水磨用的吸盘,切削液哗哗冲,密封不好三天准生锈卡死。再比如精密磨床,吸力不均薄板变形,你磨出来的平面度能气哭质检。
那些我合作过、踩过雷的厂家,都长啥样?
避免广告嫌疑,不提全名,但特征你一听就懂。浙江有家老牌厂,名字跟五金店似的特接地气,做的永磁吸盘皮实耐造,用了八年还没消磁,就是外观糙得跟狗啃的一样。河北有些小作坊,价格低到离谱,买回来一试,磁力像心律不齐,时大时小——拆开一看,里面磁块排得歪七扭八,胶水都溢出来了,纯纯手工耿风格。去年帮朋友调试龙门铣,配套的某品牌电永磁吸盘,控制器居然死机,得断电重启,严重影响节拍。厂家售后倒挺快,第二天就飞过来换新,但耽误的工期找谁哭去?

所以啊,选厂家不能光看参数册。实地看工艺、要老客户名单、试吸自己的工件,三件套缺一不可。我总结了个土办法:让他当面测剩磁。拿个高斯大头针,退磁后若还吸得当当响,趁早换一家。另外注意非标定制能力。去年接了一批圆形薄壁件,标准矩形盘根本没法用,找了几家都不愿做单件,最后在江苏某厂定制了环形极盘,工期两周,虽然贵点但确实解了燃眉之急——这种时候你就知道,能柔性的厂家有多救命。
2025年了,选磁力吸盘厂家得看这些“新花样”
行业卷得厉害,倒逼厂家升级。现在有些头部的磁力吸盘厂家,开始玩智能充退磁控制器,带触摸屏,能设定吸力曲线、监测电流波形,甚至远程诊断。我去年参观一家厂,控制柜上直接跑Linux系统,数据实时上传MES,逼格满满。不过实用性嘛,见仁见智,小作坊用不上,但做自动化产线的绝对香。
另一个趋势是模块化极板。过去一个吸盘只能干一类活儿,现在可以像乐高一样换极板,一块盘兼容多种形状。我最近试用了某厂的快换系统,切换工装三分钟搞定,原先换产品得停线半天,效率翻倍。就是价格比普通盘贵40%——老板签字时手都在抖。

环保政策也在逼着厂家进步。以前电磁吸盘能耗高,现在都推节能款,甚至把回馈电能利用起来。选型时务必看能效等级和温升指标,有些便宜货连续工作半天就烫手,夏天车间里能煎鸡蛋,那不只是电费问题,热变形影响精度更要命。
最后唠点实在的:怎么避开营销话术?
厂家销售嘴,骗人的鬼。什么“永久保用”听听就好,真要落实保修条款。白纸黑字写明剩磁衰减标准、易损件更换周期、响应时间。我吃过亏:口头承诺18个月换新,真坏了他说我使用不当,扯皮两个月没结果。后来学乖了,合同里直接注明“剩磁不低于标称90%,否则无偿更换”,对方敢签我才敢买。
也别迷信进口,国产这几年进步巨大。以前高端电永磁吸盘基本被德国、意大利垄断,现在长三角几家厂,精度能做到5μm以内,价格只要三分之一。唯一差距在极端工况的可靠性,比如超高温或超低温环境,那还是进口货更稳。
总之,磁力吸盘厂家选得好,车间笑声多;选不好,半夜都能被质检电话吵醒。多问、多试、多对比,别图便宜,安全、精度、服务这三样,哪样都没法将就。