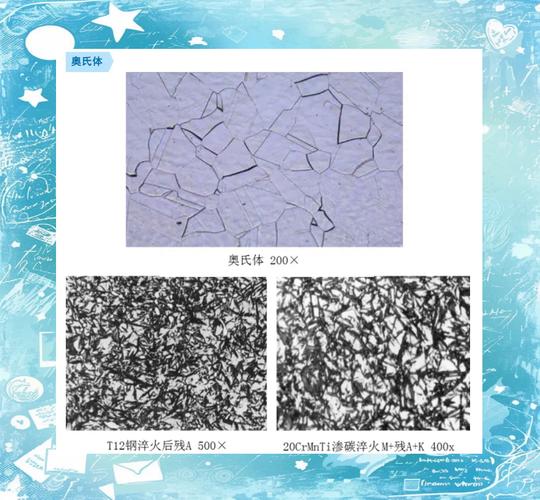
别信那些花里胡哨的宣传册。真的。我做了十几年热处理设备采购,经手的退火炉不下百台,现在看见某些厂家的销售把牛吹上天——什么“温控精度±1℃”啦,“能耗比同行低30%”啦——就恨不得把当年交过的学费单拍他们脸上。选退火炉,核心不是看参数,是看它在你产线上喘不喘得动气。 说个真事儿。零几年那会儿我们公司上一条汽车齿轮生产线,需要几台罩式退火炉。我图省事,找了家大品牌,心想牌子响总不会差吧。结果呢?炉温均匀性一塌糊涂,同炉零件硬度差能到HRB 10个点。最后查出来,是导流罩设计不合理,热风循环有死角——这种细节,宣传册上能印给你看吗?得扒开炉子看,得半夜蹲在车间听风机有没有异响,得抓着操作工问实情。 罩式退火炉内部导流罩结构实物图 所以,如果你现在正为选厂家挠头,不妨听听我这些年的经验和……嗯,算是教训吧。 那些年,我在合同里吃的暗亏 那些年,我在合同里吃的暗亏 很多人以为,技术协议写细点就万无一失。天真了。我见过太多在验收条款上玩花活的——“按行业标准验收”这六个字,坑死人不偿命。哪个行业标准?GB/T 10067.4?还是JB/T 10897?人家能给你翻出十个版本。更绝的是“工况调试合格后付款”,结果厂里始终达不到“工况”,设备款拖两年,最后你求他都不来。 一定要把验收条件量化到骨子里。比如空炉升温时间、满载温度均匀性(九点测温法)、炉壳温升、气氛露点,每一项都写明检测方法和合格指标。还得注明检测是在你现场,用你认定的计量器具。我后来学乖了,甚至要求厂家派工程师带着标准热电偶来,同我们一起做满负荷测试,连续三天数据稳定才算过关。 还有个小细节,看焊接质量。你去厂家车间,别光盯着成品,找几台在制的炉子,看内胆焊缝。鱼鳞状波纹均匀的,那是老师傅的手艺;歪歪扭扭还有气孔的,趁早走人。退火炉可是经常在保护气氛下工作,密封不好,漏气,你后面生产等着哭吧。 退火炉,真不是能热就行 我经常跟新人讲,退火是热处理里最“矫情”的工序之一。淬火还有点“暴力美学”,退火简直像绣花。不同材料,加热速度、保温时间、冷却方式能差出十万八千里。比如球化退火,温度波动大一点,碳化物形态就乱七八糟,后续拉拔直接断裂。有些合金钢的再结晶退火,得精确控温到±5℃,不然晶粒度超标,力学性能稀烂。 轴承钢球化退火金相组织对比图 这就对炉子提出了变态要求。炉型首先得对路:你处理盘圆线材,用连续炉效率高;大件铸锻件,得台车炉;精密零件要在可控气氛下缓冷,可能得用密封箱式炉带前室。千万别被通用型炉子的低价忽悠了。有一回我帮朋友厂挑光亮退火炉,他们产品是黄铜小零件,要求表面无氧化。有厂家推荐便宜的马弗罐炉,结果马弗罐用不到半年就变形开裂,产品发黑。根源在于黄铜退火时挥发的锌蒸气对炉衬侵蚀严重,必须用特制耐锌腐蚀的材料做内胆——那种通用马弗罐根本扛不住。 说到这儿不得不提测温。热电偶位置和补偿导线型号,很多用户压根不注意。某次我测一台新炉子,温控仪显示750℃,实测工件只有720℃——因为热电偶插在加热元件旁边,测的是局部高温,整个炉膛温场根本没代表。后来我们改在工装支架上多埋几个点,重新标定,温差才控下来。所以,选厂家时候要看他们对炉温均匀性的保证手段:有没有CFD仿真?导风系统怎么设计的?加热功率分区是否合理?而不是光听销售说“我们用的进口温控表”。 市面上的厂家,到底怎么挑 市面上的厂家,到底怎么挑 现在做退火炉的,大致分两类。一类是产值几十亿的集团企业,热处理只是它们一块业务。这类厂家技术沉淀厚,能给你提供全套解决方案,从工艺到设备到自动化。但缺点是响应慢,标准化生产,非标改动成本高。另一类是小而专的厂子,老板可能就是技术出身,对某个细分领域——比如铜带退火、硅钢片退火——吃得极透。他们的东西也许土了点,但实用,改得快,半夜设备坏了能一个电话把工程师吼到现场。 怎么选?看你自身技术能力。如果你自己工艺团队强,对设备有明确要求,可以找专业小厂定制,性价比高。如果你就是想要个“交钥匙”工程,以后也不想操心,那花多点钱找大厂稳当点——但切记,大厂的项目经理水平参差不齐,遇上一个不负责的照样糟心。 我还特别在意一件事:这家厂有没有自己的试烧实验室。正经厂家应该能让你带料去试工艺,人家出设备、出人,烧完给你看金相、打硬度。这种厂家通常对技术有信心。要是遮遮掩掩,只让你看客户现场,那可得掂量掂量。 另外提一嘴,近年有些厂家猛吹“智能化”“物联网退火炉”。能实时监控能耗、远程诊断故障,确实有用。但我见过一家,把普通三色灯加了个网关就敢叫智能工厂,连炉膛压力都没接入,闹呢?考察智能化,得看数据采集的颗粒度:热电偶数量、流量计位置、是否有电能回馈单元实时数据……别为概念买单,得为功能买单。 实地考察,到底看什么? 实地考察,到底看什么? 电话聊十遍不如现场走一趟。去厂家,我习惯三步走: 第一,看零件堆放区。看看他们外购的标准件(比如加热电阻带、保温材料)是什么档次。要是电阻带胡乱堆在地上,生锈了也不处理,这厂子管理好不了。 第二,看装配细节。炉门压紧机构是气缸还是机械螺杆?密封条的材质和固定方式?气缸用久了会漏气,导致炉门关闭不严,机械式虽然笨重但可靠。这些小地方折射设计理念。 第三,想办法找到他们的老客户,单线联系。不要在厂家陪同下参观,自己找机会以技术交流名义去,看看运行三五年的炉子。看炉壳有没有变形、油漆是否爆皮(说明表面温度过高)、周围有没有异常气味。跟操作工聊,他们嘴里才有真话:“这炉子修得多吗?”“能耗比以前那台高还是低?”最好能要到近半年的故障记录,那东西骗不了人。 还有售后。现在很多厂承诺“24小时响应”,但有可能响应是响应了,配件发不出来,或者来的人水平不行。你得问清:你所在区域有几个服务网点?常备备件有哪些?如果核心部件坏了,最长停机几天?这些要签进合同,别信口头。 最后啰嗦几句能耗。退火炉是电老虎,长期看,多花点钱买节能型是划算的。注意炉衬材料——现在主流是陶瓷纤维模块,比耐火砖省电20%以上。不过陶瓷纤维在气氛炉里容易受气氛侵蚀粉化,要选低铁高纯型,还得看厂家有没有做表面固化处理。还有余热回收,如果你现场有清洗、烘干工序,可以利用烟气预热,这个改造不复杂,但很多厂家不提,因为增加成本。你主动问问。 说到底,选退火炉厂家,就像找结婚对象。光看照片(样本)和身家(营业额)没用,得处。得看对方做事是不是实在,能不能扛事。而我最大的体会是:好厂家在合同细节里,在焊缝纹理里,在老客户的闲聊里。 你得把眼睛擦亮,腿勤快点,再加上一点运气,才能淘到那台让你半夜不用惊醒的炉子。