2026-07-17 03:55:39 分类:商机
都说机械是工业的骨骼,那链轮是啥?关节!关节坏了,整个传动就瘫了。我干非标设计这行十年,跟链轮厂家打交道的次数,比我相亲次数都多——哎,说起来都是泪。今天不扯虚的,聊聊怎么选靠谱的链轮厂家,顺便分享几个我实际合作过、印象深刻的例子,不排名,不评分,纯血泪史。
别只看价格!材料才是命根子
前年接了条输送线改造,贪便宜,选了某“性价比爆棚”的小厂。结果呢?三个月,链轮齿磨得跟老太太的牙似的,一开机嘎嘎响,客户眼神能杀人。拆下来一看,材料根本不对!标准45钢调质处理,他们用的是什么?我怀疑就是A3钢镀了层锌,硬度HRC连30都不到。退货扯皮,耽误工期,赔的钱够买三套正品了。
后来我学乖了,直接让厂家随货带材质报告。注意,不是那种复印件,要能扫码验真伪的第三方检测。举个正面例子,浙江有家叫“巨力传动”的(真名隐去,免得说我打广告),每次发货都带一份带CMA章的检测报告,还有热处理曲线图。用着真稳,两年了还在转。
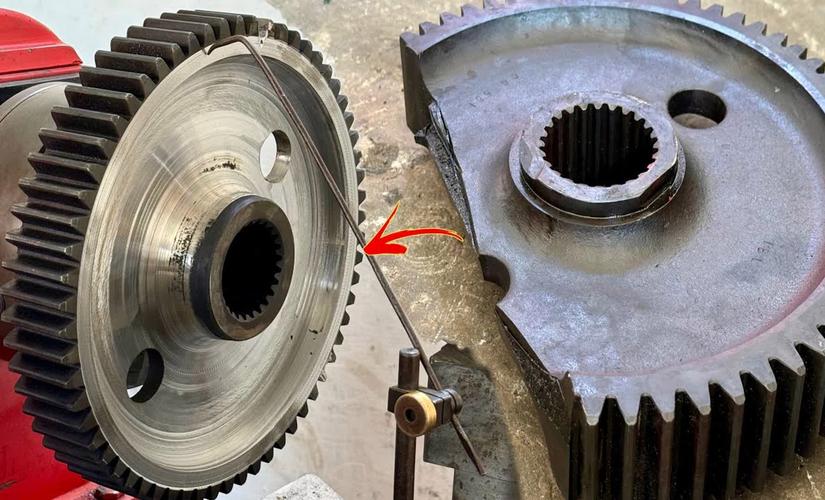 链轮齿面磨损与断裂失效对比
说到材料,记得以前翻过一篇《机械传动》期刊的论文,讲链轮失效的,里面统计,因为材料问题导致的早期磨损占70%以上。看得我后背发凉。所以啊,选厂家,先问材料:什么钢?哪个钢厂的?有没有做淬火?淬硬层多深?别听他吹“我们用的是好钢”,要看证据。我还碰到过一家,说用40Cr,结果金相一查,珠光体都没转变成索氏体,那叫一个坑爹。
小技巧:有条件的话,让厂家在链轮非工作面打上炉号,追根溯源,真出事能找到根。别笑,我真这么干过,那厂家看我这要求,愣了半天,后来说,“哥,您是行家”。行家算不上,被坑怕了而已。
链轮齿面磨损与断裂失效对比
说到材料,记得以前翻过一篇《机械传动》期刊的论文,讲链轮失效的,里面统计,因为材料问题导致的早期磨损占70%以上。看得我后背发凉。所以啊,选厂家,先问材料:什么钢?哪个钢厂的?有没有做淬火?淬硬层多深?别听他吹“我们用的是好钢”,要看证据。我还碰到过一家,说用40Cr,结果金相一查,珠光体都没转变成索氏体,那叫一个坑爹。
小技巧:有条件的话,让厂家在链轮非工作面打上炉号,追根溯源,真出事能找到根。别笑,我真这么干过,那厂家看我这要求,愣了半天,后来说,“哥,您是行家”。行家算不上,被坑怕了而已。
工艺细节,魔鬼都在倒角里
很多人觉得链轮就是块铁疙瘩,齿形能用就行。大错特错!齿形精度直接影响传动平稳性和寿命。我见过最离谱的一家,齿底圆角直接没清根,应力集中,用了一周就从齿根裂开了。这哪是链轮,这是定时炸弹。
好的链轮,齿面光洁度至少Ra3.2,齿廓误差要符合GB/T 1243的10级精度以上。别以为这是吹毛求疵,精密传动上,链条的滚子跟链轮齿得均匀接触,误差一大,就变成几个齿在受力,寿命呈指数级下降。我以前给一个制药自动化项目做配套,转速不高,但对洁净度和静音要求变态。合作的是河北一家专做精密传导件的公司,他们用德国的数控滚齿机,加工后还做振动时效,装到设备上,一米外几乎听不到声音。当时我故意打电话给他们技术,问齿形修形怎么做的,人家从渐开线原理给我讲起,我就知道,这家靠谱。
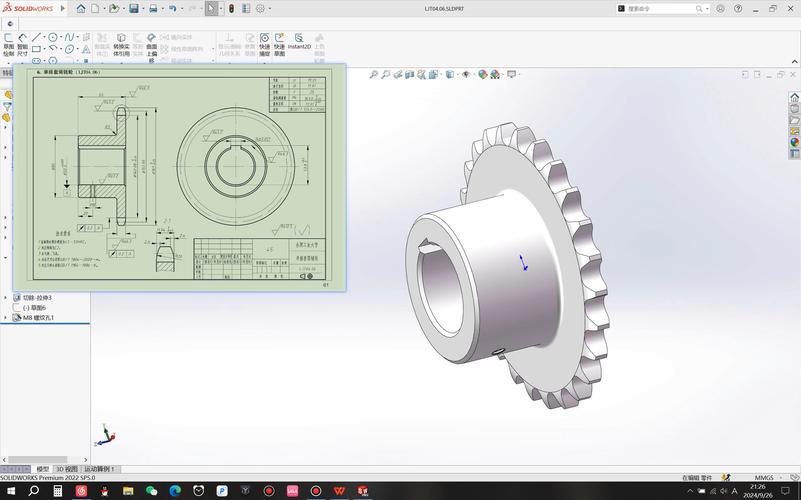
 数控滚齿机加工精密链轮
还有一点,很多人忽视——链轮的硬度过渡。轮齿要硬,耐磨;轮毂要韧,抗冲击。好的厂家会用齿部高频淬火,轮毂保持调质态,兼顾两者。山寨厂直接整体淬火,硬度是上去了,但脆啊,一受冲击就崩齿。去年有个做农机配件的朋友,就栽在这上面,收割机下田第一天,链轮碎了,农民伯伯差点动手。惨痛教训。
所以,考察厂家,去车间看设备。有没有数控滚齿机、插齿机?有没有检测中心,比如齿轮测量中心?热处理是自己做还是外协?外协其实也行,但必须能控制过程,拿得出参数记录。我合作的一家江苏小厂,老板自己就是热处理出身,炉子上的温度记录纸都保留三年,每次去他都搬出一沓纸给你看,这种厂家,我放心。
数控滚齿机加工精密链轮
还有一点,很多人忽视——链轮的硬度过渡。轮齿要硬,耐磨;轮毂要韧,抗冲击。好的厂家会用齿部高频淬火,轮毂保持调质态,兼顾两者。山寨厂直接整体淬火,硬度是上去了,但脆啊,一受冲击就崩齿。去年有个做农机配件的朋友,就栽在这上面,收割机下田第一天,链轮碎了,农民伯伯差点动手。惨痛教训。
所以,考察厂家,去车间看设备。有没有数控滚齿机、插齿机?有没有检测中心,比如齿轮测量中心?热处理是自己做还是外协?外协其实也行,但必须能控制过程,拿得出参数记录。我合作的一家江苏小厂,老板自己就是热处理出身,炉子上的温度记录纸都保留三年,每次去他都搬出一沓纸给你看,这种厂家,我放心。
服务态度,能暴露一切
说实话,我遇到过技术很牛的厂家,但销售或者售后那态度,简直让人想骂娘。图纸发过去三天不报价,问他齿数能不能改,回一句“按图纸做”。这种,趁早拉黑。链轮很多时候是非标件,适配不同链条、中心距,需要厂家给建议。好厂家会跟你讨论:你这个工况,建议增加齿数,减小多边形效应;或者,这里用个涨紧套连接更方便安装。
有个事特别逗。有一次我需要一批双排链轮,但安装空间有限,非标设计。找了三四家,都说做不了。最后找到山东一家公司,他们技术直接甩过来一个三维图,说“我帮你优化了结构,强度不变,重量减了15%,你看行不行?”我当时差点感动哭。虽然价格贵了点,但我二话不说就定了。后来那批设备运行得贼顺,老板还给我加了奖金——这链轮买得值!
所以,判断厂家,先看他愿不愿意跟你聊技术。回复速度、修改建议的合理性,都能看出他们是不是真懂行。还有就是交期,敢拍胸脯说多少天就多少天的,至少说明内部管理不乱。我碰到过延期还理直气壮的,说“哎呀,最近限电”、“工人请假了”,各种理由,毫无契约精神。这种厂,技术再好我也不用,耗不起。
当然,咱也得体谅小厂的不易,有时候单子小,利润薄,服务跟不上也能理解。但事故责任划分不能含糊。有一次链轮出了问题,其实是我图纸公差标错了,但厂家没校核出来,两家扯皮。最后那老板说,“咱各担一半,先解决事儿”。这种处理方式,我就觉得挺爷们儿,以后照样合作。
记住:找链轮厂家,是找合作伙伴,不是一锤子买卖。长期来看,一个能跟你共同成长的供应商,比省那点材料费重要百倍。别学我,开始总图便宜,兜了一圈,最后还是回到了那几家。时间、精力、金钱,都搭进去了。
 工程师与链轮厂家技术人员讨论图纸
最后啰嗦一句,今年(2025)行业标准又有更新,据说GB/T 1243-2025版马上要实施,更强调齿面硬化层深度和表面残余应力的检测。大家在选厂家时,可以问问他们对新标准的准备情况。愿意提前按新标准做的,眼光差不了。
好了,就先聊这些。上面提到的一些合作经历,都是真实感受,但为了避免广告嫌疑,没有点名具体厂名。你要问我推荐哪家?没法推荐,不同领域要求差太远。但你可以按我说的这些点去考察,踩坑概率会小很多。祝大家都能找到靠谱的链轮厂家,别再被坑了——哎,说起来,我刚又收到个报价,C45材质,齿面淬火HRC48-55,单价便宜得离谱……我先去研究下,别再翻车了。
工程师与链轮厂家技术人员讨论图纸
最后啰嗦一句,今年(2025)行业标准又有更新,据说GB/T 1243-2025版马上要实施,更强调齿面硬化层深度和表面残余应力的检测。大家在选厂家时,可以问问他们对新标准的准备情况。愿意提前按新标准做的,眼光差不了。
好了,就先聊这些。上面提到的一些合作经历,都是真实感受,但为了避免广告嫌疑,没有点名具体厂名。你要问我推荐哪家?没法推荐,不同领域要求差太远。但你可以按我说的这些点去考察,踩坑概率会小很多。祝大家都能找到靠谱的链轮厂家,别再被坑了——哎,说起来,我刚又收到个报价,C45材质,齿面淬火HRC48-55,单价便宜得离谱……我先去研究下,别再翻车了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:避坑指南:我用十年经验告诉你,链轮厂家到底该怎么挑
文章链接:https://www.yxqcspc.com/8362/