上周一个做门窗的老哥跑来跟我吐槽——他年前买了台雕刻机,想着接点不锈钢门花的活儿,结果才用了俩月,主轴晃得像喝醉了酒,雕出来的花纹跟狗啃似的。找厂家,对方先是让他松一下皮带,又说室温太低,最后干脆已读不回。他气得直拍大腿:“我当初就是被他们发的视频忽悠了,那铝板雕得跟镜面似的,谁知道到手是这德行!”
说实话,这种事我见得太多了。金属雕刻机这行,水比你想的深得多。有些小作坊把机器外壳擦得锃亮,里面塞的都是翻新导轨、虚标功率的主轴,还动不动就号称“精度0.01mm”——真当自己是瑞士机床了?所以选厂家,眼睛得放亮,别光盯着参数表看。
好了,不扯远了,咱直接聊干货。这篇不搞排名,也不给谁站台,就纯粹从过来人的角度,说说2025年跟金属雕刻机厂家打交道得注意什么。
先想清楚你要切什么,再找厂家聊
很多新手一上来就问:“哪家雕刻机好?” 这问题就像问“哪种车好”一样,你得先说你要拉货还是跑赛道啊。金属雕刻机也分三六九等,关键看你处理什么材料。
如果你是干铜铝的,精度要求不高,比如做个门牌、散热片,那一般的小型三轴机就够了,市面上大把厂家能做。但你要是切不锈钢、钛合金,甚至摸具钢,那机器刚性、主轴功率全部得上一个台阶。我见过有人拿广告雕刻机去啃钢板,最后刀断了、电机烧了,还怪厂家质量差——其实从一开始路子就走歪了。
这里面还有一个大坑:很多厂家会把“雕过”说成“能干”。 你问他“这机器能切不锈钢吗?” 他说“能,我们客户都用着呢!” 结果一细问,客户是拿来在不锈钢上轻轻划个Logo,深度0.05mm,那也叫切?真正干活的,是要一刀下去一毫米以上的。所以,找厂家之前,一定要明确你的典型加工工况:材料、厚度、精度、效率。 然后让厂家带着样机试切,拿你自家的料,按你的要求跑一遍,全程录像,连主轴负载率、加工时间都记下来。别光看厂家的宣传视频,那都是千挑万选的。
拆一个参数给你看:主轴功率的猫腻
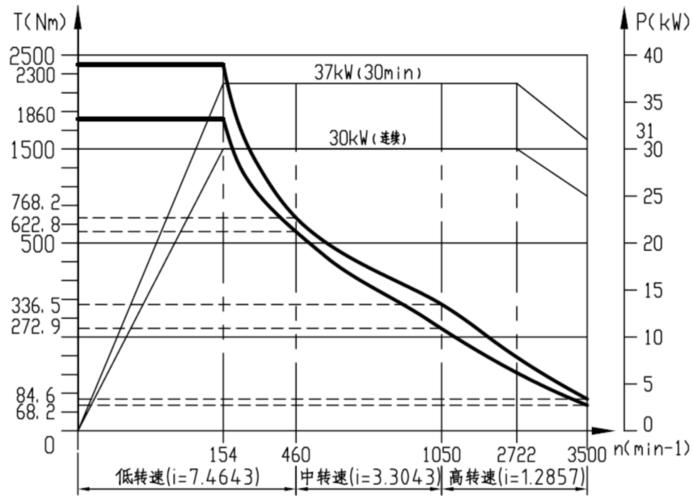
说到参数虚标,主轴绝对是重灾区。你随便翻开某个厂家的彩页,上面写着“主轴功率5.5kW”,你没看错,5.5千瓦,感觉切钢跟切豆腐一样。但你要真信了,就上当了。
这个功率,有的是峰值功率,只有堵转瞬间才能达到,实际连续运行可能就2.2kW;更有甚者,直接标的是变频器功率,不是主轴输出功率。还有扭矩,很多厂家根本不提,但对于金属切削,扭矩比功率更重要。 低速重切削时,功率可能没用满,但扭矩不够刀就停在那儿干磨。
我有个朋友在东莞开加工作坊,买机时被一家小厂忽悠了,说能切45号钢,结果一刀下去0.3mm,主轴转速就掉得厉害,表面还全是震纹。后来拆开一看,主轴轴承是普通的角接触球,根本不是设计来扛径向重载的。
所以,考察主轴,别只看功率数字,得问清楚:是什么类型(异步?同步?电主轴?)、扭矩曲线图有没有、轴承什么牌子(NSK、SKF还是杂牌)、冷却方式是水冷还是油冷。 这些才是实在的。
还有导轨丝杆,同样套路。标着“台湾上银”,实际可能是贴牌;丝杆C3级、C5级混着用,新手根本分不出来。最坑的是,有些厂家组装精度一塌糊涂,全靠后期补偿,做出来的圆像多边形,还跟你说是“反间隙补偿参数没设对”。所以看机时,带上直角尺和百分表,打表测一下XYZ垂直度,让厂家跑个整圆,直接拿圆度仪测,数据说话。 别听他嘴皮子工夫。
售后:比机器本身还重要的隐形成本
机器再好,也有趴窝的时候。2019年我帮一家厂子迁设备,一台老式雕刻机重新调平后,精度死活回不到从前。联系厂家,对方说过了保修期,上门一次两千,还不算零件。关键是,那厂家离我们三百多公里,师傅排期要等五天。五天啊!产线停一天损失多少?从那以后我就明白了,采购雕刻机,厂家远近和服务响应速度,必须排在机器价格前面。
2025年了,很多厂家都搞起了远程诊断,但有些厂家的“远程”就是让你拍个照,然后微信语音指导你拆这拆那,最后发现是线松了。而真正靠谱的,比如长三角珠三角一些老牌厂子,他们有遍布全国的服务点,或者至少核心区域能48小时到场。这个得事先问死:售后网点在哪?多少技术人员?过保后怎么收费?常用备件库存足不足? 最好写到合同里。
还有软件的售后。很多金属雕刻机现在用专用的CAM软件,或者控制器有特殊后处理。你要是自己不懂软件,换个人操作就抓瞎。好的厂家会提供持续培训,甚至帮你定制刀路模板。我认识一个做铜浮雕的师傅,他用的那家山东厂家,每年还派人过来回访,顺手升级系统,连他有时候自己瞎改的参数都能优化回来。这种服务,你多花点钱也值啊。

市面上有哪些类型的厂家?(非排名,只讲特征)
既然你诚心要找厂家,我提几个方向,你自己去对比,就当是个引子。绝不是推荐,只是我在行业里这些年接触到的,印象比较深的几类。
老牌精密派:比如北京精雕,圈内人都知道,他们是做精密雕刻起家的,主轴自己研发,控制系统也自己搞,尤其在镜面加工、微小刀具雕刻上很有一手。但他们的机器不便宜,而且对操作人员要求高,培养一个能开好精雕机的师傅都得花时间。如果你是冲着做精密模具或者高光倒角去的,可以了解一下他们的JDPaint软件生态,那是捆着来的。
广东实战派:珠三角一带的机床产业发达,像佳铁、大族数控这些,早年都是从电子消费品的金属加工打出来的。他们的机器更偏向于高效率量产,比如手机壳、笔记本外壳的雕铣,机器刚性好,换刀快,而且往往愿意根据你的产线定制自动上下料。缺点也有,细节做工有时候糙了点,噪音控制一般。
山东性价比派:济南那边有一大堆中小厂家,价格是真香,几万块就能搞一台铁疙瘩回去。但你要自己会调机,或者身边有高级钳工,否则买回去就是请了个祖宗。我见过山东某厂的机器,铸铁床身重量够,但装配手艺随缘,导轨螺丝都能少拧两圈。这几年有些厂家也在进步,比如用上了台达的伺服、升级了台湾产的丝杆,而且款式多,重型、轻型、型材机都有。适合预算有限、愿意自己折腾的老板。
新兴的专业户:还有一些针对特定行业的厂家,比如专门做刀模雕刻的、玉石雕刻的、甚至首饰加工的。这些机器往往结构特殊,比如加了旋转轴、加了吸盘平台、或是超高转速主轴。如果你做的活很垂直,找这种专机比找通用机效率高得多。不过小心,有些“专机”就是通用机换个名字,你得让他列出来改了哪些设计、为何更适合你的行业。
不论是哪类厂家,去实地考察的时候,别光看他们展厅的机器,想办法溜到装配车间去瞅一眼。 工具摆放乱不乱?导轨上有没有锈?员工在拧螺丝时用没用扭力扳手?这些小细节比销售满嘴的“德国技术”实在多了。还有,跟他们的应用工程师聊聊,直接抛一个你遇到的工艺难题,看他能不能给出有逻辑的解答,而不是一味说“我们机器没问题”。
2025年的一些新变化
今年我注意到两个趋势,一个是越来越多厂家推直线电机驱动的雕刻机,速度快,无反向间隙,适合高速高精加工。但直线电机对隔磁和散热要求高,有些便宜货解决不好,时间长了推力下降。另一个是智能化,好多机器加了振动传感器、功率监控,可以提前预警撞刀或断刀,还能自动生成加工报表。但说实话,这些附加功能很多还不成熟,软件界面也反人类。如果你不是批量化的无人生产,暂时不用为这些花哨功能买单。
最后啰嗦一句,合同必须把技术参数签死。 比如“定位精度±0.01mm/300mm,重复定位精度±0.005mm”,让厂家用雷尼绍激光干涉仪出报告,附在验收单里。口头承诺都是空气。我见过太多扯皮,就是因为当初没白纸黑字。
好了,敲了这么多,手都麻了。其实找金属雕刻机厂家,就跟找结婚对象差不多——别光看脸(参数),得看里子(用料),还得看会不会过日子(售后)。多跑、多问、多试,别急着掏钱,这行没有那么多漏可捡。