这年头,磁粉探伤机厂家遍地开花,光注册在案的恐怕就有上百家。可是选谁家?这里面的水,深着呢。我干这行二十年,替七八家工厂采购过设备,踩过的雷比吃过的盐还多——今天就把这些藏在肚子里的话,一次性倒给你。

别信宣传册,信电流波形
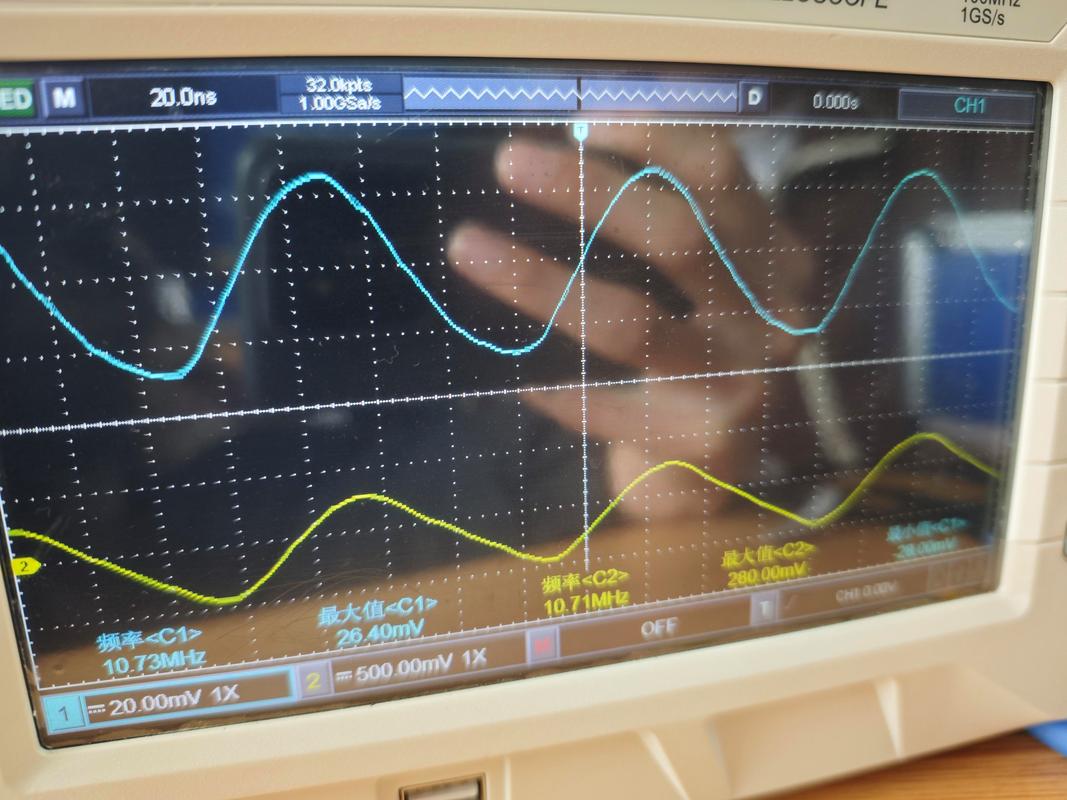
磁粉探伤的原理说白了就是:铁磁性材料被磁化后,缺陷处产生漏磁场,吸住磁粉形成肉眼可见的磁痕。核心就两字——磁化。所以一台磁粉探伤机的灵魂,是它的磁化电源系统。电流波形好不好?峰值稳不稳?能撑多久不发热?这些才是硬通货。可你去展会转转,那些销售跟你聊的都是‘触摸屏多大’‘机身烤漆多亮’,甚至给你演示软件功能——说实话,真到了现场,工人师傅谁会去戳那屏幕?都是一键开机,磁悬液一喷,看活儿,干活儿,对吧。我买过一台江苏某厂的便携式磁轭探伤仪,参数标得吓人,提升力号称≥45N。回来一测,满电时勉强够,用俩小时剩30%电量就软了,连试片都吸不稳。打电话过去,人家说:‘您得按国标测,我们是按实验室数据标定的。’ 我真是——一口老血。后来找湖南一家老厂重做电源模块,花了设备价一半的改装费才搞定。所以奉劝各位,考察厂家时,要求现场带载测试,用示波器看实际输出波形,别光看彩页上印刷的那条正弦曲线。
那些藏在供应链里的‘李鬼’
磁粉探伤机可不是空调冰箱,买回去插电就用。它涉及机械结构、电气控制、磁场仿真、磁悬液配比,甚至还得懂一点材料学。一个靠谱的厂家,往往在某个细分领域扎得很深。比如做轴承圈探伤的,常年跟内径外径倒角打交道,他们的自动上下料机构绝对比通用型厂家流畅得多;做长轴类探伤的,线圈移动速度和夹持同心度就是本事。可偏偏有些厂家,什么都做,什么都敢接。今天卖一台通用型给螺丝厂,明天就敢接航空叶片的单子——这种,十有八九是攒机商,外购核心部件,自己就拧个螺丝装个外壳。怎么识别?简单。你问他:磁化规范计算公式中,高磁导率材料的k值取多少? 再问:纵向磁化和周向磁化复合时,如何避免磁场相互抵消? 销售答不上来没关系,能立刻叫来技术工程师给你解释清楚,并拿出过往同类工件的检测报告,这家厂就还能往下谈。如果支支吾吾,连标准试片都分不清A1型和C型——抱歉,我的建议是,溜吧。
不过话说回来,也别一棍子打死所有小厂。我最近接触一家河北的作坊式工厂,老板原来是某研究所出来的,只有十几个人,专做钢丝绳在线探伤。他们那套磁敏传感器加旋转磁化装置的组合,别处真见不到,还给几个煤矿定制了防爆型号。这种隐形冠军,往往不打广告,靠老客户转介绍活着。所以啊,找厂家不能只看规模大小,得看它有没有‘一招鲜’。

价格背后的隐性成本,你敢不算?
买设备时,大家都爱比价。最低的那家总报价,谁不心动?可磁粉探伤机这玩意儿,后续的坑多得你想哭。举个例子:紫外灯。荧光磁粉法必须用黑光灯,便宜设备配的紫外灯,三个月照度就衰减到不足1000μW/cm²,得,更换灯泡又是大几千。还有磁悬液循环系统,滤网易堵、泵易锈,如果用劣质不锈钢,半年就漏液,车间里到处是刺鼻的煤油味——环保查不查?退磁效果更头疼,有些机器退完后工件剩磁超标,还得另配退磁器,又是一笔钱。这些,卖设备的销售绝对不会主动告诉你。我算过一笔账:同样检测一批齿轴,A厂设备报价比B厂低4万,但A厂每年耗材贵1.2万,故障停机多10天,半年后紫外灯更换,两年下来总成本反而高出2万。这就是典型的‘买着便宜用着贵’。所以我现在看报价单,一定要求厂家列出推荐耗材清单及单价、常见易损件价格和寿命、保修范围外的上门服务费用。白纸黑字,别口头承诺。有些厂家一听这个要求,立马就缩了——说明他心里有鬼。
还有个怪现象:某些厂家推出‘免费试用’或者‘先用后付’。听上去挺美,但仔细看合同,运输安装费你出,试机期间出任何责任都算你的。去年有个同行就上了当,试用机磁化脉冲击穿了工件表面,弄出电火花引燃油雾,还好没伤人。回头厂家说操作不当,维修费照收。所以啊,天下没有免费的午餐,尤其是工业设备领域。
服务半径,比你想的重要
磁粉探伤机不是一次性买卖。安装调试、人员培训、定期校准、应急维修……哪样都离不开厂家支持。我强烈建议,优先考虑省内或邻近省份的厂家。别问我怎么知道的。几年前给四川一个分厂买设备,贪图便宜选了遥远的东北某厂,结果设备趴窝后,等工程师坐飞机转高铁再来,产线停了三天,货期延误赔了客户十几万。从那以后,我立下规矩:选厂家,先看有没有服务点或者合作商在三百公里内。当然,现在很多厂家搞远程诊断,微信视频指导。小毛病行,真碰上烧模块、机械卡死,远程没辙。而且有些老师傅根本不习惯对着手机摄像头比划,急起来直接一句:‘你们派个人来!’ 所以,签合同之前,把响应时间写进条款:几小时内到场?几小时给出解决方案?超时如何补偿? 能接受这些苛刻条件的厂家,底气一般比较足。
