上个月,车间新换的一批次铣刀又崩刃了——三百块一把的刀,干完两个活就废了。我盯着那堆废铁,心里直骂娘,采购单上的价格签还在那儿晃呢,比之前便宜了四成,结果呢?停机换刀的时间、报废的工件、工人的加班费……算下来一件产品的成本反而高了八毛。说实话,干机加工这十年,跟铣刀厂家打过的交道,比跟我媳妇说的话都多,踩过的坑够填平太平洋了。今天不吐不快,聊聊2025年选铣刀厂家,到底看什么。

便宜的刀,才是真贵
很多老板——尤其是刚入行的小作坊——上来就问:“最低多少钱?”听到价格的那一刻,眼睛都亮了,然后大手一挥下订单。结果呢?刀不耐用,干没一会儿就磨秃了,工件尺寸跑偏,一天换五六次刀。效率没了,利润也没了。我算过笔账:一把50块的劣质铣刀,加工不锈钢,平均寿命不到3个件,每次换刀停机十分钟,按机床小时成本200块算,折合一个件换刀成本33块,加上废品率飙升,一个件的刀具总成本超过40块。而一把200块的中高档铣刀,加工同样的不锈钢,能干30个件,换刀停机分摊只合7块——单件刀具成本13块左右。算大帐,便宜的刀反而让成本翻了三倍。可很多人就是看不透这个,只会盯着单价。
更可恨的是,有些铣刀厂家连最基本的回火工艺都偷。我见过一个厂的所谓“高硬度刀具”,拿来一测,硬度确实高,但脆得跟玻璃似的,一切削就崩。金相分析一看,晶粒粗大,残余应力超标。这种刀别说干活了,转起来都悬。我扭头就退了货。对方销售还跟我扯:“您切削参数不对吧?”呵呵,参数不对?我开机十年了,参数咋会不对。就是料子的问题。

别被参数表忽悠,看这三点才是真行家
铣刀厂家发来的宣传册,参数表漂亮得很:什么“纳米涂层”、“超高硬度”、“复合多刃”,照片拍得跟科幻片似的。但用起来怎么样?不好说。你得扒开那层皮,看实在东西。我总结三看:
一看棒料来源。同样的型号规格,有的厂用国产普通硬质合金,有的用进口微晶粒矿粉。外行根本看不出来,但切削寿命能差出一个数量级。去年我们试了一家苏州的厂,号称“全系进口棒料”,结果一查,就一小部分高端款用的是瑞典料,其他都是混着来的。我让他们出示原产地证明,支支吾吾半天。后来才摸清,很多所谓的“进口”,其实是国内大厂代工的基础棒料,再贴个牌。真正直供原粉的,像德国的博乐、山特维克——这里我不是推荐牌子,而是说材质源头——他们都有完整的可追溯报告。国内的株洲钻石、厦门金鹭这类老厂,因为产业链整合好,也能做到棒料质量稳定。你采购时直接问:“你们的硬质合金,WC平均粒径是多少?粘结剂比是多少?有没有批号追溯到烧结炉次?”他答得上来,说明至少肯下功夫。
二看涂层细节。别光记着“钛硅”或者“氮铝碳”那种名字,那都是表面。真正要问的是涂层工艺:PVD还是CVD?电弧还是磁控溅射?结合强度多少?我手头有份第三方检测报告,随机抽检了五家名气不小的国产铣刀厂家,涂层厚度均匀性达标率只有62%,有的甚至局部没覆上。这种刀切削时,局部率先失效,然后整个刃口崩碎。说起来都是教训。上个月我去看一个山东的厂,人家涂层设备亮出来——瑞士普拉提的,车间防尘等级做到十万级。我一试刀,同样的转速进给,刀尖寿命比别家高了20%。所以,别光听销售吹,带着测试需求去,直接上机切,好坏立判。
三看刃口处理。这个最容易被忽视。许多低端铣刀刃口做得跟刀片似的,没钝化也没精磨,肉眼看着还行,放大镜下全是微观缺口。刚下刀振动大,工件表面光洁度差,还容易崩。好的铣刀厂家,刃口会有特定的钝化半径或者倒棱,既保证锋利度,又增强刃口强度。我认识的一个老师傅,拿手一抹就能感觉出来刃口合不合格——当然这是经验。你去考察,带上粗糙度仪,直接测刃前角面Ra值,要求低于0.2微米才算过关。如果厂家连这个都控制不了,趁早拉倒。

售后才是照妖镜,连试刀都不敢的厂家趁早拉黑
买铣刀,绝不是一锤子买卖。我吃过最大的亏,就是从一个号称“行业新锐”的手里拿了批专用刀,切一种高锰钢。寄来后,参数表说得天花乱坠,结果干不动。打电话过去,对方开始推卸:“你这个钢太硬了”、“切削液不对”……后来干脆不接电话。两千把刀砸手里,亏了八万。从那以后,我跟铣刀厂家合作,绝对先过一道鬼门关——实地试切。
正经做产品的厂家,都配有应用工程师。你提要求,他们能带着刀到现场,接上机床干给你看,一边调整一边解释。去年我们试一个广东的厂家,人家工程师注意到我们主轴有些老了,径向跳动偏大,立刻调整了刀柄适配和切削策略,最后竟然比我们用原装刀还稳。这就是专业服务的价值。反观那些只卖货的“销售公司”,连机床门往哪开都不知道,你怎么信他们?
还有个招:直接要客户案例和电话。愿意给的,至少说明做人坦诚。我不点名,但有次我照着一个厂家给的客户单,打了三个电话,对方都说“还行吧”,后来才支支吾吾透露折扣给了不少。我就懂了,是公关过的。真正的好厂家,案例都不怕回访。所以,挑铣刀厂家,你要拉下身段,问细了,试透了。别怕麻烦,麻烦在前面,利润就在后面。
另外有个趋势得提一下。这两年冒出很多“互联网刀具平台”,价格透明,一键下单,还包快送。但里头的坑也不少。我就遇到过,平台上写着“德国某品牌同款”,买回来根本不是那么回事,退换还折腾。我建议,大批量业务,还是要跟厂家直签技术协议,约定寿命指标、磨损形态、换货条件。小批量试新,可以走平台,但保留好原始包装和检测数据。法律上,《民法典》合同编有明文,质量不符可解除合同,但实际操作,你举证太难。所以宁可前期多花点时间考察,也别信什么“无理由退换”的鬼话。
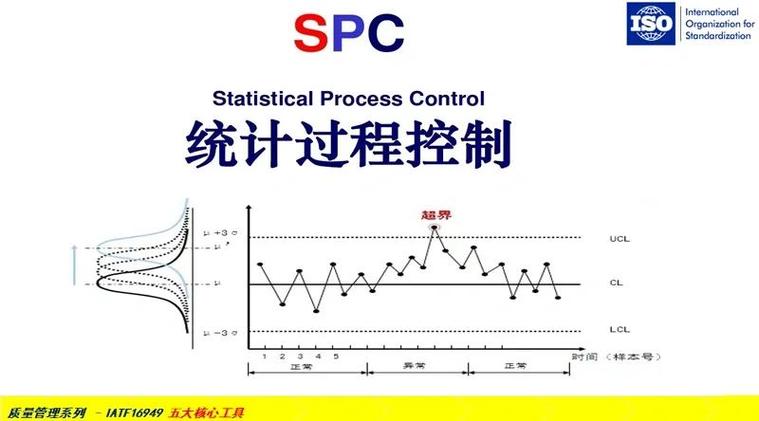
说到举证,我提一嘴,现在有些正规的铣刀厂家,会在出厂时附带 SPC 控制图和材料成分表,这个太宝贵了。你别等刀坏了才去追责,收到货先抽检,把资料存档。像我现在的习惯,新厂家第一批货,至少抽样5%,送第三方做金相和性能测试。费用是高了点,但跟批量报废比起来,值不值?你懂的。
大厂小厂,各有活法,但底线不能丢
说完技术和服务,不得不提一个现实问题:规模。国内现有大大小小铣刀厂家上千家。大厂像那些上市企业,研发强,品控稳,但反应慢,非标定制可能爱搭不理。小厂灵活,价格给力,还能按你的图纸搞专机专用,但是——你得擦亮眼,里面良莠不齐。我合作伙伴里,就有个不到二十人的小厂,老板是技术出身,设备全自己调,出来的异形刀,精度一点不差,价格比大厂低三成,服务还好。可也碰到过嘴上无毛的小企业,买了台二手工具磨床就敢开干,连工具显微镜都没有……怎么看小厂靠不靠谱?我教你一招:去他现场,看研磨液过滤系统、看刀具钝化机到底有没有运转、问热处理是外协还是自己做。这些骗不了人。外协热处理风险极大,温度曲线、淬火介质都不可控。能做全工序的厂,就算小,也证明有一定功底。
最后还得唠叨两句法规。别买那些没有厂家标识、没有质量合格证的“三无”铣刀。出了工伤,你跑不掉责任。《安全生产法》和《产品质量法》在那儿摆着。采购时,必须索要正规发票、合格证、质保书,并且核对厂名、厂址、执行标准。有些出口单,厂家会提供 ISO 9001 或汽车行业的 IATF 16949 认证,那自然更好。不过签合同时看清楚,认证有没有过期。我吃过一次亏,合同厂名和认证厂名差两个字,结果出问题时,对方甩锅说不是同一主体……唉,都是泪。
说一千道一万,铣刀厂家这行水不浅,但也没那么玄乎。多跑,多试,多用脑子算总成本,少贪便宜。你省下的每一分钱,最后可能都得加倍吐出来。行了,不啰嗦了,我还得去调机,新的一批刀今天刚到,但愿这回别再让我爆粗了。