买回火炉这事儿,我是真交过学费。
几年前帮朋友的紧固件厂挑设备,当时觉得不就是个炉子吗——通电、加热、保温,能有多大区别?结果呢?买了一台回来,头三个月还行,后面温控就开始漂移,炉子里从上到下温差能有15度。做出来的螺栓,有的太脆,有的又太软。客户退货那阵,朋友看我的眼神……唉。
所以你看,选厂家不是看谁家彩页印得漂亮。里面的道道,没踩过坑的人根本不知道。今天我也不想给你排名、打分——那玩意儿没意义,还容易惹麻烦。我就把我知道的、用过的、听老师傅们聊过的,摆出来。你自己琢磨。
一、先搞清你要什么,别被销售带沟里
很多老板一上来就问:“你家回火炉多少钱?” 说实话,这问题没法答。你拿个网带式回火炉去问台车式的价,人家报不出来。你得先明白自己干的什么活儿——
是弹簧、刀具、还是轴承?批量大不大?对硬度均匀性要求多苛刻?比如高速钢刀具回火,往往要三次回火,炉温波动最好控制在±5℃以内。这时候你非要图便宜,弄个炉膛里温差十几度的箱子炉,做出来全是废品。
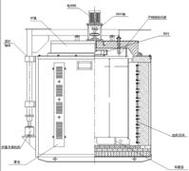
我认识一个在浙江做模具的,他买的井式回火炉,深度三米多,专门处理长轴类零件。当时厂家派了工程师来,蹲点三天调风道,弄完之后九点测温,最大温差才3℃。这就是专业。
所以第一件事儿,是理清自己的工艺需求。别听销售说“我们这款卖得最好”就上头。卖得好不一定适合你。像轴承圈回火,很多都用网带式回火炉,连续生产,效率高,但你要是小批量多品种,可能一台台车式回火炉更灵活,换型快,投资也小。
还有个容易忽略的——炉温均匀性。国标里对各类炉子都有要求,比如GB/T 9452-2012规定的检测方法。但实际验收的时候,你最好自己拿九点测温架去测,别光信厂家给的出厂报告。我吃过这亏,报告上写着±5℃,实测±12℃,扯皮扯了一个月。
二、走访过的几家厂,印象深的说一说
这几年跑了不少地方,有些厂家确实让人服气。先说江苏那边的,那边做电炉的产业集群很成熟,丹阳、泰州一带,大大小小上百家。
有一家叫“江苏维尔炉业”的——不是打广告,人家确实做的时间长,九几年就开始了。他们的井式回火炉有个细节:炉盖升降用液压,而且密封条是硅橡胶的,不是普通石棉盘根。寿命长很多,也不容易漏气。不过他们也贵,一台比同行高两三万。

还有“丹阳市华信工业电炉”,在界牌镇。他们强在非标定制。我有次需要一台炉膛尺寸特奇葩的台车炉,很多家嫌量小不愿做,华信的朱工跟我磨了一个下午方案,最后改了循环风机的布局,还加了导流罩。做出来用到现在,五年了,没出过大毛病。
不过话讲回来,大厂也不一定全靠谱。某家上市公司旗下的电炉事业部,我去考察过,车间很气派,但销售牛逼哄哄的,问点技术细节就转售后,售后又支支吾吾。而且他们的标准炉型交货期太长,动不动四个月。小企业等不起。
也有小而美的。青岛那边有个“青岛中科电炉”,专做实验室用的回火炉,容积不大,但控温精度能到±1℃。他们用的PID算法是自己调的,温控表是英国欧陆的。我去现场看过,升到550℃以后,曲线几乎是一条直线。科研单位、军工企业喜欢这种。
长三角还有个“上海实研电炉”,老牌子了,他们的强项是——很多炉子用了十多年还在服役。有个做工具的热处理老板跟我说,他零五年买了一台箱式回火炉,现在除了换过一次加热元件,别的没动过。这种口碑,是实实在在用出来的。
不过千万别神化任何一家。每个厂都有次品率,都有售后盲区。关键看他们怎么处理。我遇见过一家,炉子到了现场发现外壳压变形了,他们二话没说,第三天就拉来一台新的,还赔了误工费。这种厂家,下次肯定还找。
三、容易被坑的几个地方,千万长个心眼
第一是材料。 炉膛内衬,有用陶瓷纤维模块的,有用耐火砖的。同样叫“全纤维炉衬”,有的厂家用1260型纤维,耐温才1200℃出头;有的用1430型含锆纤维,成本差一倍,寿命差两三倍。你如果不问清楚,他们就会用最便宜的。另外加热元件——电阻带还是电阻丝?材质是0Cr25Al5还是铁铬铝?厚度多少?这些都直接决定炉子的耐用性。
第二是控制系统。 现在都吹自己是“智能控制”,其实有的就是装了个触摸屏加个国产温控表,连多段程序都设不利索。真正好用的控温系统,应该是PID自整定+SCR调功,最好带通讯接口,能连上位机记录曲线。有些厂用便宜移相触发器,谐波干扰大,隔壁设备都跟着跳。
第三是能耗。 这个最容易被忽略。买炉子那一下便宜了几千块,用几年多花的电费能买台新的。保温层厚度、炉门密封、循环风机效率——这些才是决定长期成本的东西。你有条件的话,去他们老客户那里,问问实际耗电。厂家标称的“额定功率”水分大得很。

第四是售后。 不管买谁的炉子,合同里一定要写清质保期、响应时间、易损件清单和价格。特别是加热元件、热电偶、密封圈这些,以后肯定要换。有的厂家卖你炉子的时候客气,等要买配件了,报价翻三倍。那时候你炉子停着,不买还不行——气不气人?
四、听来的几个真事儿
有个做扳手的老板,当年图便宜找了一家小厂,回火炉用了一年,炉底板变形,把料筐都卡住了。找厂家,电话打不通,按地址找过去,厂房都搬空了。最后只能花钱请人砸掉重浇,费时费钱。
也有正面的——我同事的老东家,车间里三台回火炉,全是同一家的,用了十二年。中间控制系统升级过一次,厂家派人来,连PLC程序都重新写了,只收了点人工费。后来他们扩产,新炉子还是买那家。这种信任,不是一朝一夕的。
所以啊,选回火炉厂家,别光在办公室里看方案。去车间,去看他们正在做的炉子,焊点光不光滑,管路走不走心。如果能去终端用户那里瞅一眼,更好。跟操作工聊聊天,他会告诉你炉子到底好不好用,有没有小毛病。
最后啰嗦一句——安全。回火温度虽然比淬火低,但也有六七百度。防爆装置、超温保护、炉门联锁,这些钱不能省。去年有个厂,操作工误开了炉门,好在有联锁自动切断加热,否则后果不堪设想。这玩意儿平时没用,真出事就是救命的。
好了,说的不少了。这些碎碎念,都是从发烫的炉子跟前得来的。希望能给你提个醒,少走点弯路吧。