那天我蹲在车间门口,看着一堆废铁,心里就一个念头:这玩意儿,真不是谁家便宜买谁家。后来跟圈里老炮儿喝了几回酒,跑了几趟胶东、苏南的工厂,才慢慢摸清里面的门道。今天把这些零碎的认知写下来,一不排名二不打分,纯粹是给刚接触开炼机的朋友提个醒。
开炼机厂家,为什么比牌子更值得你盯紧?
一说橡胶机械,很多人只晓得大连、青岛那几家老国企。说实话,老厂底蕴确实在,但咱们不能光看名头。开炼机这行有个特点:非标定制极多。同样16寸开炼机,做发泡的跟做轮胎的,辊距范围、速比、冷却方式完全两码事。大厂流水线下来的标准机,不一定合你用;而有些中型厂家,专门给某个细分行业配套,反而更懂你的工艺痛点。
我去年在无锡看过一家厂,规模不大,但人家给硅橡胶做的开炼机,辊筒中空通恒温水,温控精度能到±1℃——这种细节,大厂的销售可能听都没听过。所以选厂家,关键看他是否在你这个细分领域有成熟案例,最好能实地看看正在跑的机器,听听操作工的抱怨。那才是最真实的。

另外,售后服务是开炼机厂家的命门。辊筒、轴承这些大件,一般不出问题,真要出了问题——比如辊筒断裂(别笑,我真见过),你得指望厂家48小时内能到现场。这时候那些远程的、靠经销商维保的,就够你喝一壶的。我现在的原则:厂家本省或邻省,有驻点服务工程师,否则免谈。你想想,旺季停产一天损失多少?
那些销售PPT不会告诉你的选型陷阱
采购时,销售拿出来的参数表一个比一个漂亮。但有些东西,得自己去车间瞧,或者带个懂行的老师傅。我挑几点一针见血的:
首先是辊筒。光看材质标号没用,得看铸造工艺和热处理记录。同样是冷硬铸铁,有的厂用小高炉铁水,杂质多;真正耐用的辊筒,硬度层要够深、过渡要均匀,不然表面磨几次就成坑。你可以要求看金相检测报告,如果对方支支吾吾,趁早走人。
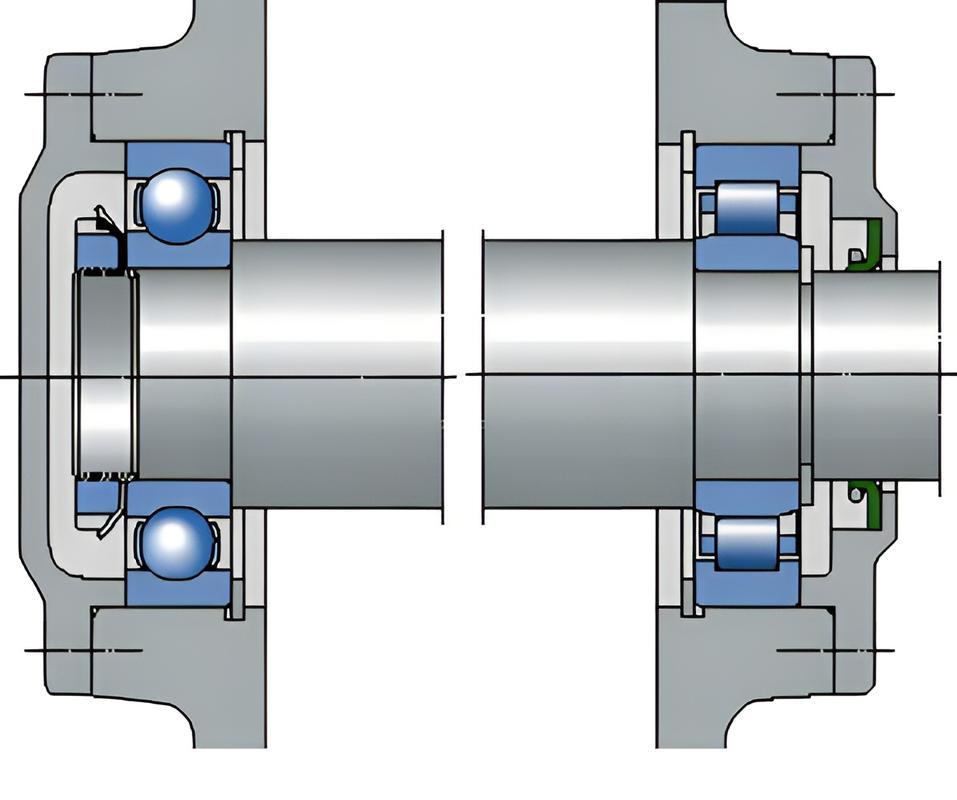
然后是轴承。很多低价机用调心滚子轴承,转速一高,游隙大,辊距不准。稍微上点档次的,应该用双列圆柱滚子轴承或者滑动轴承,尤其做PVC、硬胶的,轴向力大,轴承配置直接决定你以后辊筒会不会撞到一起。我吃过这个亏,一根新辊筒两万八,撞出坑后欲哭无泪。
安全装置更别马虎。国标GB/T 13578里那些膝盖刹车、拉线急停,有些小厂就是糊弄——刹车片面积不够,紧急情况下根本停不住。一定要现场测试急停时间,空载制动距离不得大于辊筒圆周长的1/4,这是硬指标。还有那些光电保护,装是装了,但探头角度一偏就失效,还不如老式机械拉线可靠。信我,安全上省的钱,迟早出大事。
调距装置呢?现在都用电动机传动,精度能到0.01mm,但注意看丝杠的防尘。混炼车间炭黑满天飞,丝杠一进灰,用不了一年就间隙大得晃荡。好的厂家会设计折叠式防尘套,差的就是光杆一根。细节啊,全是细节。
现在下单开炼机,有几样东西打死不能妥协

这几年行业变化快,环保、能耗、智能化,像几座大山压着。买设备得考虑三五年后的监管要求。我就直说了:
一、能耗标识必须看。 新国标对电机能效要求高了,IE3起步,IE4更好。有些厂还在清IE2库存,价格低几千,但一年电费多花好几万,算总账亏死了。而且注意整机能效,不是光电机,传动系统的损耗也要核算。
二、集尘和废油排放接口要预留。 现在环保查得严,开炼机烟气收集不好,车间乌烟瘴气,工人嫌,安监罚。正规厂家会设计一体式集尘罩和导油槽,减少无组织排放。那些简易罩子、排烟全靠窗户的,早该淘汰了。
三、别抗拒智能化。 一说物联网、远程运维,很多老板觉得虚。但实际应用中,辊温实时监控、故障预警、能耗统计,确实能省不少钱。我们厂去年改了机联网,混炼批次一致性明显提升,废料率降了2%。现在很多中型厂家也能提供标准化的MES接口,成本不高,但你的工艺从此有数可查,不再靠老师傅手感。
最后再说个事儿——付款方式。千万别全款提货,尤其第一次合作的厂家。坚持3331原则:30%预付,30%进度款,30%验收后付,10%质保金一年。这样设备到厂安装调试,你还有主动权。我见过太多付了90%款然后厂家拖沓不管的案例。
行了,零零碎碎叨叨这么多,也不知道有没有用。选开炼机厂家这事儿,说到底就是别偷懒,多跑多看,信合同少信人。我现在要去车间盯一下新到的22寸精炼机调试,这批料等着做医疗级胶塞呢,误不得。回聊。