选钻床这事儿,真是谁买谁知道。去年给厂里添两台摇臂钻,折腾了仨月,退货一次,差点跟供应商拍桌子。说实话,市面上钻床厂家太多了,光浙江那边就一堆,但靠谱的——得打着灯笼找。
我干了十几年设备采购,钻床虽然不是什么高精尖,但精度差了、刚性不够,后面工序全白干。尤其现在活儿不好接,再让设备拖后腿,老板直接让你走人。所以,别把钻床当白菜买,参数要看,厂家更要扒层皮地考察。
先搞懂你要什么钻床,别被销售带沟里
好多新手采购上来就问“哪个牌子好”,这问题没法答。钻床分三六九等:台钻、立钻、摇臂钻、数控钻…加工范围、精度、效率天差地别。你上来就说我要钻50的孔,结果只买了个小立钻,那不是搞笑么。所以,第一步,搞清楚自己产品图纸上的孔径、孔深、公差要求,还有批量大小。
记得有一回,帮朋友一个小作坊看设备,他们专给农机配件钻孔,孔径大、位置偏,结果老板图便宜买了台二流厂家的摇臂钻,回来一摇,主轴箱晃得跟秋千似的,钻出来的孔椭圆,位置度超差。后来退了换了一家老牌厂子的才好。你说亏不亏?时间全搭进去了。
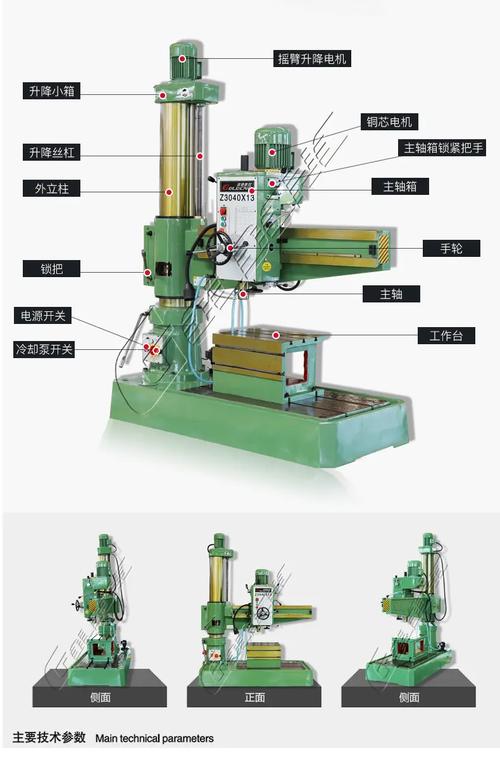
其实,刚性是钻床的魂。立柱够不够粗,摇臂导轨是否淬火磨削,主轴套筒间隙大不大,这些才是硬指标。参数表上的最大钻孔直径都是忽悠人的,厂家给你标50mm,你真钻50mm试试?不断钻头才怪。一般实际使用直径打七折算是良心了。
还有数控钻床,这两年上的厂子多。可有些厂家拿普通立钻改个数控系统就卖高价,底座还是铸铁的,丝杠精度根本不行。我前东家就上过当,买的数控钻,半年后精度丢得没法看,一查,丝杠竟然是C7级的,这不糊弄鬼呢。所以啊,看数控钻床,得盯着传动部件品牌和精度等级,别光听销售吹。
看厂子不如看细节,车间里转一圈全明白
我选钻床厂家有个习惯:一定要去现场,而且最好是突击去——不提前打招呼。有些厂展厅摆的东西溜光水滑,一进装配车间露馅了。铸件毛坯堆在露天,导轨没防护,装配靠锤子敲,这种厂出的东西能好?
去年去浙江一家钻床厂考察——名字不提了,免得说我黑人家——规模不小,但管理乱得一塌糊涂。主轴箱装配区地上全是铁屑,检验台上量具居然没校准标签。我问装配师傅公差怎么控制,那老师傅叼着烟说:“凭手感!”我当时扭头就走了。凭手感?这又不是捏泥人。
反过来,好的钻床厂家,车间不一定多豪华,但一定有规矩。比如山东一家老牌钻床厂,我去的时候看到他们铸件全都经过时效处理,导轨都盖着塑料布防锈,主轴动平衡测试报告每台都有。车间墙上贴着工艺卡片,工人按步就班。这种厂出来的床子,精度保持性就是不一样。

还有,别迷信进口品牌。有些进口钻床其实也是国内贴牌,价格翻倍,服务还跟不上。我一个客户买了台东欧某品牌的摇臂钻,夹紧机构坏了,等配件等了四个月,黄花菜都凉了。国产一线品牌现在真不差,像沈阳、云南、桂林那边几家老厂,技术积累厚,配件也好找,性价比高得多。
不过话说回来,现在有些新冒出来的钻床厂家,专做线上,图片美得不行,参数写得逆天,价格低得离谱。你敢买?我是不敢。钻床这种设备,重量就是硬道理,一台摇臂钻少说一两吨,他们卖你七八千块,那铁板得薄成啥样?刚性从哪来?
售后比价格重要十倍,别等停机了才哭
我见过太多贪便宜买钻床,后来维修费比设备还贵的例子。尤其现在,很多钻床厂家搞轻资产,自己没几个售后工程师,出了问题外包给当地游击队,修一次坏一次。所以,买钻床的时候,一定要问清楚售后网点、响应时间、配件库存,最好写进合同里。
比如我合作过的一家桂林钻床厂,规模不算最大,但售后真心靠谱。有次半夜主轴轴承异响,打电话过去,技术员视频指导诊断,确认后第二天一早就带着轴承上门了,没耽误生产。这种厂家,我愿意长期合作,哪怕价格贵一点。
还有个小细节:别忽略操作工的反馈。买钻床不是领导拍板就行,最后是工人天天用。买之前带操作工去试机,听听人家说手柄位置顺不顺手,刻度清不清楚,润滑方不方便。有些钻床设计反人类,加个油要钻到床身底下,工人懒得保养,半年就趴窝。
这几年环保查得严,有些钻床厂家偷工减料,用劣质油漆,车间味道刺鼻。我建议买的时候凑近闻闻,有异味的大概率是用了不达标漆,后期脱落生锈不说,对工人身体也不好。这种细节,没人会告诉你。
最后,也别信什么“终身保修”的口号。钻床是耐用设备,但易损件总得换。终身保修往往是坑,要么把易损件定义得特别窄,要么变着法收费。实实在在写清楚保修范围和时间,比什么都强。
总之,找钻床厂家,脑子要清醒,腿要勤快。多跑几家,多摸多看,别省那点路费。设备买对了,后面省心十年;买错了,天天骂娘。就这些,全是真话,爱信不信吧。