2026-07-18 10:21:47 分类:商机
说起来你可能不信,我第一次买链轮的时候,被坑得那叫一个惨。
那是去年春天,厂里老旧的提升机链轮磨损得不成样子,我寻思着网上随便找个厂家换一套不就得了?结果呢,发过来的件,齿形都对不上,材质软得像豆腐,装上去不到一周就咔咔响。我当时站在车间里,听着那动静,头皮发麻——这他妈叫什么事儿。
后来我专门请教了在杭齿干了一辈子的陈工,老爷子一边嘬着保温杯里的浓茶,一边慢悠悠跟我说:“小伙子,链轮这东西,外行看型号,内行找门道。” 就这一句话,我算是彻底明白了,**链轮厂家**的水,深着呢。
 链轮加工车间数控滚齿机实拍
链轮加工车间数控滚齿机实拍
你以为买的是标准件?天真
刚开始我天真地以为,链轮嘛,无非就是几个齿,买标准型号不就成了?但陈工一句话点醒我:同一款链条,不同工况下,理论上啮合的链轮齿形可以差出好几种。比如说常见的ISO 606标准,同样的节距,可以有A型、B型、甚至是带尖齿或者修缘的。
现在很多小作坊式的链轮厂家,根本不跟你谈这些细节。他们拿着图纸就干,有时候连基圆直径和齿顶圆直径都分不利索。你问他热处理工艺,他回你一句“都这样做的”——听到这句话,你最好赶紧跑。因为**链轮的耐磨性和抗冲击性,八成取决于热处理**,淬火深度不够、回火不及时,用不了多久齿面就剥落,轻则链条跳齿,重则整条线停产。
我记得特别清楚,有次去台州某家链轮厂家实地看,车间里滚齿机倒是挺多,但检验台上就放着一把游标卡尺。我问他们有没有齿形检测仪,老板挠挠头说:“我们凭经验,手感敲敲就知道了。” 我当时差点没忍住笑出来,这种“手感流派”的厂子,做出来的东西能用在精密传动上?开玩笑。
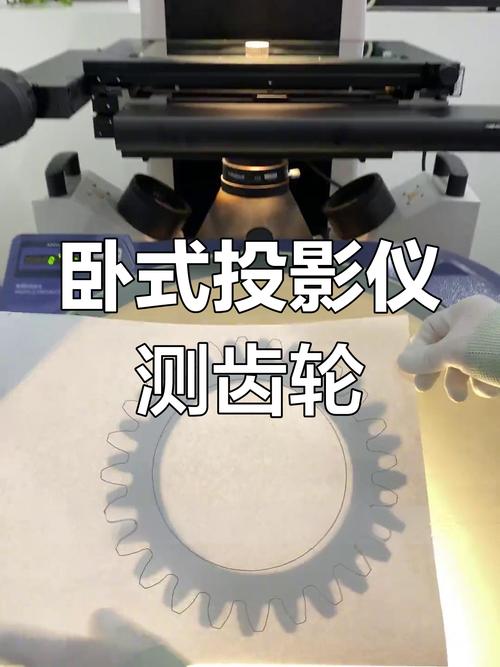 链轮齿形轮廓投影仪检测图
所以,如果你现在要选链轮厂家,第一个要问的问题不是价格,而是:**“贵厂能提供热处理曲线报告和齿形检测报告吗?”** 能爽快答上来的厂家,基本盘至少不差,答不上来或者支支吾吾的,趁早换一家。
链轮齿形轮廓投影仪检测图
所以,如果你现在要选链轮厂家,第一个要问的问题不是价格,而是:**“贵厂能提供热处理曲线报告和齿形检测报告吗?”** 能爽快答上来的厂家,基本盘至少不差,答不上来或者支支吾吾的,趁早换一家。
便宜货,到底便宜在哪儿了?
一分钱一分货,在链轮行业体现得淋漓尽致。
前阵子有个朋友找我诉苦,说他图便宜,在河北某地找了个小厂,做了一批双排链轮,价格比市场均价低了将近30%。结果到货以后傻眼了——内孔公差超了一大截,根本装不上轴,还得上机床再镗一遍;更可气的是齿面硬度,图纸要求HRC50-55,实际一测,有的地方HRC45都不到。这简直是指着合同明着耍流氓。
说到这里,必须扒一扒链轮厂家的成本构成。材料(通常是40Cr或45钢)占大头,然后是机加工、热处理、齿形加工(滚齿或插齿)、最后检验。那些报价离谱的,往往在以下几个地方抠成本:
– **用劣质钢材**:回收料、非调质钢,材质均匀性差,内部裂纹多。
– **省掉调质工序**:有些厂家直接不调质,硬度全靠最后高频淬火,结果齿面硬了,芯部还是软的,一受冲击齿就断。
– **作弊式热处理**:为了硬度数据好看,只对检测点快速加热,其他地方敷衍了事。
有一次我去一家规模还算可以的链轮厂家参观,他们技术副总悄悄跟我说:“市场上有些报价,低得连我们的材料钱都够不着,那你说他拿什么做?总不能赔本赚吆喝吧。” 这话太真实了,稍微想想就能明白。
不过话说回来,也不能一棒子打死所有价格低的厂家。有些江浙一带的中型链轮厂家,因为产业集群效应,采购成本低,管理效率高,确实能做到性价比极优。关键还得看他们**有没有和知名主机厂长期配套**,比如和农机大厂、矿山机械厂有稳定合作的,一般都比较靠谱,因为这些大厂的验厂标准可严了,能在他们供应链里活下来的,肯定有两把刷子。
一纸图纸,多少心酸泪
聊到链轮,绕不开的话题就是图纸。
现在有些厂家,打着“按图加工”的旗号,其实连公差等级都搞不清楚。你给他一张DIN 8196标准的图纸,他拿ISO标准给你套,做出来能一样吗?我见过最离谱的一次,是客户需要渗碳淬火的链轮,结果厂家给做了个整体淬火,硬度倒是高,但脆性也大得离谱,装上后没多久就齐根断掉,崩飞的齿块差点打伤工人。
这还不是个例。很多小链轮厂家根本就没有正规的工艺工程师,一张图纸传过来,全靠老师傅凭经验分活儿。而老师傅呢,有时候习惯性“优化”图纸,比如把齿根圆角减小,觉得好加工,殊不知那是最危险的应力集中点。
所以,想省心,你最好自己懂点图纸常识,或者找那种技术团队过硬的链轮厂家。技术过硬的标志是什么?不是看他吹得有多响,而是看两点:一是他们会不会主动跟你确认工况(比如传递扭矩、转速、冲击载荷、环境温度),二是他们会不会针对你的使用场景给出材料或工艺上的建议。我后来合作的一家宁波的链轮厂家,就是这么干的——我发过去询价,他们反手给我传回来一份《技术协议确认表》,列了七八条需要我确认的细节。那一瞬间,我就知道找对人了。
最让我感动的一次,是我搞错了一张非标链轮的齿数,他们技术发现后,专门打电话过来:“陈工,你这个齿数跟原装链轮差一个,虽然能装,但会影响链条的平均使用转速,咱们还是改对吧?” 说实话,这种厂家,活该他们订单排到明年。
地域标签?有点准,但不绝对
行业里提起链轮厂家,总有人给你贴地域标签:“浙江的做工精,山东的量大便宜,河北的嘛…就那样。” 这种说法,有一定统计意义,但千万别当成金科玉律。
我在浙江永康、诸暨一带确实见过不少专注出口的链轮厂家,工艺纪律严明,检测报告齐全,甚至有的还通过了TÜV认证。但同样在浙江,也有一大堆藏在巷子里的家庭作坊,几个亲戚搭伙,一年利润可能不如大厂一个零头。山东德州、淄博那边,链轮市场庞大,因为配套农机和输送设备需求旺,走量的厂家确实多,但其中也不乏引进数控磨齿机的高端玩家。河北任丘一带,以前小作坊扎堆,现在也在洗牌,活下来的几家,自动化程度真不低。
所以,标签听个乐就行,真选厂家还是得实地去看——看车间管理水平,看检验设备是不是在正常工作(有些厂子的三坐标测量仪上落满灰,明显就只是个摆设),看工人的操作习惯。如果你没条件实地跑,那最起码让对方开着视频带你转一圈,这要求都不敢接受的,心里肯定有鬼。
话说回来,有些进口品牌的链轮确实好,但价格也贵得肉疼。这几年,替代进口的国产链轮厂家越来越多,不少做得很不错。比如有个给风电安装平台做大型链轮的江苏厂家,他们的齿面硬化工艺,完全能达到国外同等水平,价格只有进口的一半。这种硬核厂家,藏着掖着并不出名,但内行都认。
 大型工程机械链轮非标定制成品
选链轮厂家这事儿,说白了就是**别信广告,别信证书(证书能买),信自己的眼睛和对方的专业反馈**。多问、多比、多观察细节,你总能找到那个值得长期绑定的伙伴。
我现在对接的那家链轮厂家,合作两年了,从没出过批质量事故。偶尔周末还能和他们的销售经理约着去钓鱼,聊起行业里的乱象,相视苦笑。这种关系,既是生意,也是一份托付吧。
最后啰嗦一句:链轮虽小,停工事大。花点时间做功课,值。
大型工程机械链轮非标定制成品
选链轮厂家这事儿,说白了就是**别信广告,别信证书(证书能买),信自己的眼睛和对方的专业反馈**。多问、多比、多观察细节,你总能找到那个值得长期绑定的伙伴。
我现在对接的那家链轮厂家,合作两年了,从没出过批质量事故。偶尔周末还能和他们的销售经理约着去钓鱼,聊起行业里的乱象,相视苦笑。这种关系,既是生意,也是一份托付吧。
最后啰嗦一句:链轮虽小,停工事大。花点时间做功课,值。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:链轮厂家那些事儿:从菜鸟到半个专家,我只花了三天
文章链接:https://www.yxqcspc.com/8677/