那台让我崩溃的便宜货
前年接了个不锈钢异形件的单子,量不算大但精度要求高。老板图便宜,从网上搜了个数控车床厂家,报价比市面低四成。销售那张嘴啊……说“我们采用日本发那科系统,精度保三个丝”,到货一开机,Z轴重复定位误差直接飙到0.02mm,是承诺的两倍不止。更可气的是刀塔换刀卡顿,液压站漏油,一个月叫了五次售后。最后人家甩一句“环境温度不达标,你们车间没恒温”,行吧,我认栽。
好厂家到底长啥样

现在的行情,说点大实话
今年去北京国际机床展逛了一圈,外国品牌依然贵得离谱,但国内几个头部厂家的展台,围观的人多到挤不动。明显感觉,国产中高端机正在抢DMG、马扎克的饭碗。中国机床工具工业协会2025年1月的数据,国产数控车床的市占率已经超过65%,出口同比增长18%。这说明啥?国内主流的数控车床厂家,技术积累真上来了。 不过别光看数据。同样一台斜床身45°排刀机,沈阳的厂家可能走粗犷耐用路线,重庆的也许擅长齿轮加工专机,而广东那边的更侧重3C电子小零件高速机。你得按自己的活儿挑。比如做刹车盘,就要找擅长铸铁干切的厂家,千万别被通用型机器糊弄。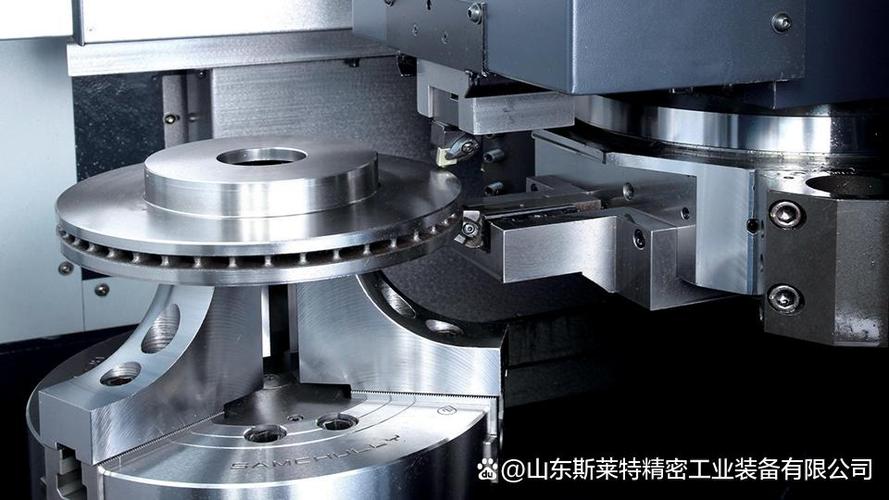
怎么挑?几个血泪心得