说起来全是泪。上个月,公司新投的一条产线,卧加趴窝了三天——就因为当初图便宜,选了家小厂的东西,结果售后电话打过去,人家说“技术员在老家结婚,等两天”。我……我真想骂人。
所以,选卧式加工中心厂家这事儿,水深得很。今天我不给你整那些虚头巴脑的“十大排名”,就聊聊我这十几年踩过的坑,捡过的宝。你权当听个故事。
一、牌子再响,也得看里子
很多人上来就问:马扎克好还是德马吉好?其实这种问题,就像问奔驰和宝马哪个好——没有最好,只有最合适。卧加的核心,是刚性、精度、稳定性。你得看具体配置。
比如主轴。BT50还是HSK100?大扭矩粗加工,BT50够用;但要是铝件高速切削,HSK-A63才是王道。我见过一个厂,买得全是BT50,结果整天干小件,刀具振得要飞起,主轴寿命砍半。采购还觉得自己捡了漏——因为同型号HSK的贵20万。唉,账不是这么算的。

还有转台。蜗轮蜗杆的,便宜,但两年后间隙能塞名片。凸轮滚子的?精度保持性好,可万一坏了,维修费肉疼。现在很多国产机用转台轴承模组,说是“零间隙”,我实测过某品牌的,正反转定位确实杠杠的,不过长期磨损数据还少,得让时间说话。
导轨也一样。硬轨耐粗,但速度慢;线轨快,但怕撞车。你得根据产品批量、材质来定。说真的,别信厂家宣传册上的“全能型”,那玩意就跟保健品广告一样,什么病都治,其实啥也不治。
二、国产卧加,这几年真把我惊着了
以前提到国产机,老师傅们把头摇得像拨浪鼓:“新机精度靠运气,一年精度靠脚踢。”可最近五年,真不一样了。宁波海天精工、苏州纽威、大连科德……这些厂子,有点当年国产手机逆袭的意思。
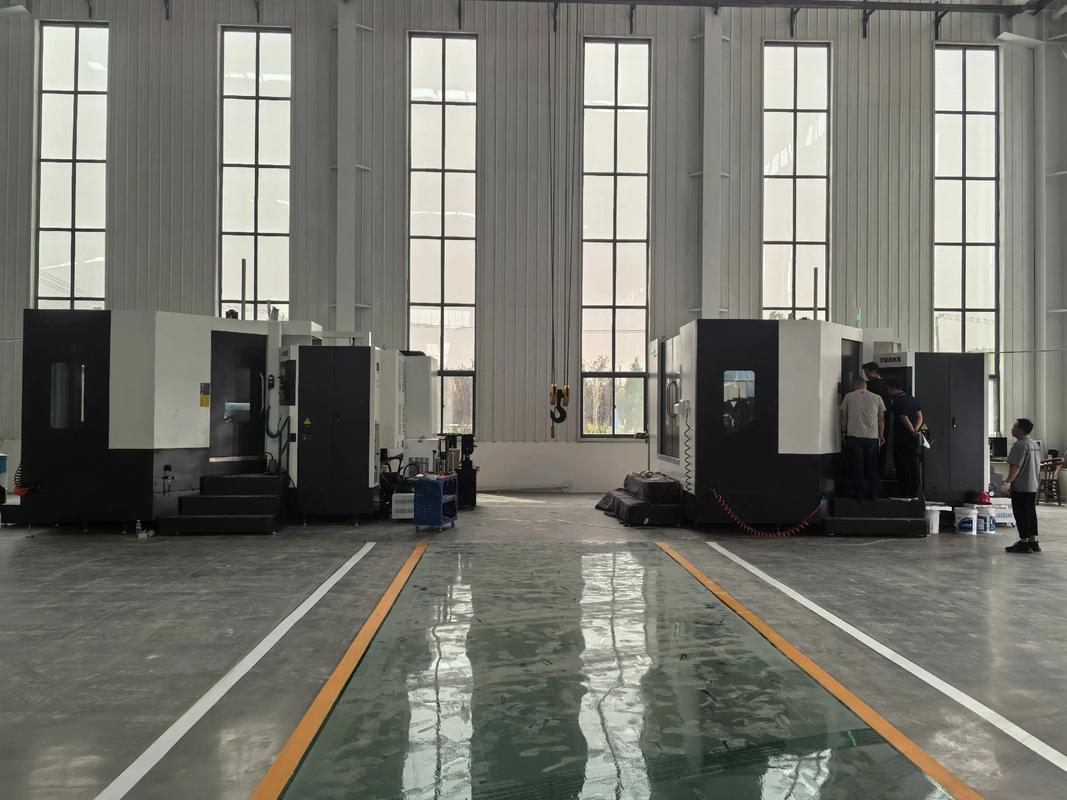
去年我去宁波出差,顺路去了趟海天——不是给他们打广告,人家压根不认识我。车间里一排排大家伙,从光机到整机,流程管理明显跟日系看齐。我偷偷瞄了眼检测报告,定位精度±3μm,重复定位±2μm,虽然和顶级德日还有差距,但价格只有人家一半。有些型号的交期还快,4个月就能下线。这你受得了吗?
当然,国产机的硬伤还是供应链稳定性和细节。比如线束包扎,有的机子打开电柜门,走线跟盘丝洞似的,一看就是手工随意弄的。不过这也分批次,我见过同一品牌两台机子,一台精致,一台毛糙,跟抽奖一样。所以,买国产卧加,最好和厂家签好“主要元件品牌确认单”,什么丝杠、轴承、驱动器,白纸黑字写清楚,别光听销售拍胸脯。
还有一个点,售后。国产厂家的响应速度普遍比进口快——毕竟离得近。我们厂有台纽威的卧加,换刀臂卡刀,打电话后第二天工程师就飞过来了。虽然问题不大,但态度让人舒服。而某日系品牌,叫个服务,先报价一万,然后排期两周……
三、这些“隐形坑”,合同里要抠死
你以为参数谈好了就万事大吉?Too young!下面的坑,我掉进去过好几次:
· 精度验收标准:厂家一般用VDI/DGQ3441,但你得注明在什么温度下,负载多少。有些厂会在20℃恒温车间测,到了你现场30多度,精度直接漂移。所以合同要写清楚,初验收在厂家,终验收在用户现场,且允许差值。
· 附件赠送:刀柄、刀库扩容、排屑器、中心出水……这些都可以谈。但记住,羊毛出在羊身上。重点不是要多少东西,而是要的东西别是次品。我遇到过配的刀柄精度极差,直接丢一边了。
· 技术交底:机床地基图、电气接口、气动要求,这些必须提前给。有的厂拖到你车间装修好了才给图,然后发现地基需要300mm厚混凝土,你地面才150mm——抓瞎了。
· 培训:别以为操作工会用加工中心就完事了。卧加和立加逻辑不同,尤其是多面加工、坐标旋转、刀尖跟随,很多老师傅转不过弯。一定要厂家提供至少一周的编程与维护培训,记着,要白纸黑字写到合同里。
四、一点儿不成熟的小建议
讲真,选卧加厂家,最后拼的是综合成本。别光看报价单上的数字,把维修率、停机损失、刀具损耗、能耗都算进去,五年下来,可能便宜的反而是贵的。
另外,如果你对精度要求变态高,比如做航空航天叶片,老老实实上德马吉森精机或者牧野,别折腾国产。但如果是一般的汽车零部件、工程机械,国产里面真的能挑出不错的。多问问同行,到他们车间实地看看机子跑得怎么样,比在展会上看演示机强一百倍。
好了,吐了这么多槽,口干舌燥。最后叮嘱一句:签合同那天,记得带个懂电气的工程师,别自己一个人去,否则有些坑,掉进去就爬不上来了。