几年前我头一回自己找压铸模具厂,那叫一个抓瞎。以为照着黄页打几个电话就能搞定,结果呢?模具拖了两个月,试模的时候飞边跟瀑布似的。后来跑了大大小小不下三十家厂,宁波北仑、东莞长安、苏州昆山……才慢慢摸出点门道。今天说点大实话,可能会得罪人,但对你有用。

设备新旧?精度不光看这个
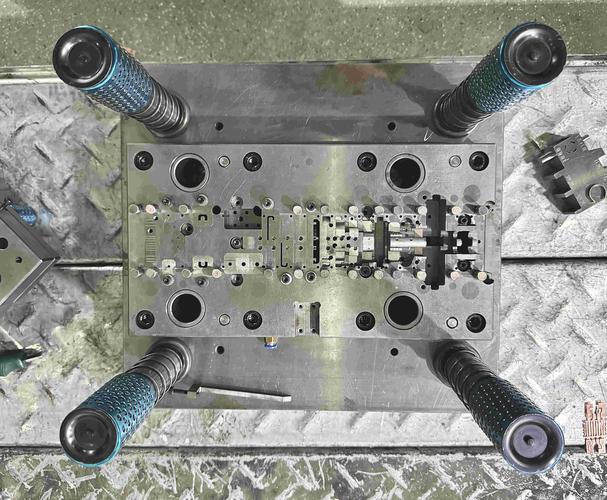
很多老板带你参观车间,一排牧野、德马吉,看着确实气派。可你知道他们主轴间隙多少吗?刀摆测过没有?有些厂子设备是租来的,摆那儿充门面,精度早跑光了。我见过最离谱的一家,加工中心主轴跳动快2丝了还在干,模具出来能好才怪。反而是家小厂,用的台湾老机器,但每年花大钱做激光校准、换轴承,做出来的滑块配合间隙几乎为零。所以别光看牌子,要问他们设备点检记录和精度检测报告,特别是针对压铸模顶针板、滑块槽这类关键部位。
还有电火花,你以为石墨电极放电就行了?脉冲参数调不好,型腔表面粗糙度像砂纸,后面抛光累死你。有个厂在浙江,专门做中小型铝合金压铸模,他们自己改的脉冲电源,放电纹路特别细,省了我好多后处理——这种细节人家可不会主动告诉你,你得自己观察、自己聊。
报价单里的猫腻
一说报价就来气。有些厂家,模板费、模架费、电极费、试模费全拆开,看着单价低,加起来傻眼。还有更绝的——模具钢给你写个“8407”就算完了?产地呢?冶炼方式呢?是电渣重熔还是真空脱气?硬度检测值敢不敢写进合同?我吃过亏,模具打了不到两万模就龟裂,切开一看,碳化物偏析严重,根本就是次料。后来学乖了,要求对方提供钢材原厂质保书,并且指定产地,比如一胜百或大同等,每块料加工前做光谱分析。
热处理也是个坑。同样的H13钢,真空淬火和普通油淬寿命差一倍。有的厂为了省成本,油淬后不回火充分,或者回火温度不对,结果模具应力大,用着用着就裂了。你最好问清楚热处理工艺,要求附带热处理曲线图和硬度检测点。要是对方支支吾吾,趁早换人。
试模?别指望一次就完事
压铸模不试个三五次,根本交不了活。可是有些厂把试模当走过场,随便压几啤,没大毛病就算合格。气孔、缩松、变形?他们才不管你后续费多大劲。真正靠谱的厂家会陪你一块儿分析:内浇口速度是不是高了?排气槽够不够深?冷却水布局合不合理?他们会拿高速摄像看金属液充填状态,用模流分析对比实际——对,就是MAGMA或者AnyCasting仿真。虽然仿真不是万能的,但至少说明人家有认真对待你的产品。
有次在江苏一家厂试一套通讯腔体模,薄壁深腔,散热片极多。他们根据第一次试模结果,把浇口厚度磨下去0.2毫米,又把渣包位置挪了5毫米,再试的时候成品率直接从60%蹿到93%。这种现场解决问题的能力,比什么认证都值钱。
服务跟售后,往往被忽略
模具交付后才是开始。有些厂钱一到手,电话就不接了。模具出问题,寄回去修要等两周,黄花菜都凉了。所以我现在合同里一定写明售后响应时间:省内24小时到场,省外48小时,并且要求易损件——顶针、型芯、滑块压条——随模具附送两套。别小看这个,顶针断了停机一天,损失可能好几万。
还有一个隐形价值:厂家愿不愿意帮你优化产品结构。设计图画出来可能没法直接开模,拔模斜度不够、壁厚突变、尖角……好的模具厂会提出修改建议,甚至帮你重新设计局部。这其实是在帮你省钱、省时间。说到底,找压铸模具厂家不是一锤子买卖,是找长期搭档。你得观察他是不是真的在乎你的生产效率和成本,还是只想卖你一套模具?
说这么多,其实就几个字:多看细节,多对比,别贪便宜。压铸模这个东西,从设计、钢材到加工、试模,环环相扣,有一环应付了事,到头来亏的是你自己。现在行业里水货不少,但认真做事的厂子也多,只是需要你花心思去碰、去聊、去现场蹲点。希望你能找到靠谱的合作方,少走我当年的弯路。