一、报价单上的猫腻,看得懂吗?
有人会告诉你,找工装治具厂家先比价嘛,三家一比,一目了然。呵呵。要是真这么简单,我至于被坑吗?去年我们一个新项目,需要一套快换治具底座,精度要求±0.01mm。图纸一丢出去,三家报价回来:八千、两万一、三万五。你说,怎么选? 那家八千的,销售嘴特甜,承诺15天交货,精度保你满意。要不是我多了个心眼,去他们厂里看了一眼,真就信了。车间里就两台老掉牙的数控铣床,桌上连台三坐标测量仪都没有。我问怎么保证精度?老板说“师傅手艺好,全靠经验”。我扭头就走了——这跟买彩票有什么区别? 后来我死磕那家三万五的。人家报价单写的细:材料费、热处理、线割工时、检测费、甚至包装运输都列得明明白白。贵吗?贵。但你知道钱花哪了。更关键的是,他家的车间里挂着好几张汽车零部件巨头的供应商认证,质检室那台蔡司三坐标我认识,值一百多万。这种厂,你敢把活交给他。 所以啊,看报价单,别光盯总价。给你三个狠招:第一,看他敢不敢把成本拆开揉碎了给你看;第二,确认核心工艺是否外发——很多小厂接单后热处理、精密磨削都外协,质量和交期根本不受控;第三,问问检测报告怎么出。连检测设备都没有的厂家,你指望他用肉眼给你卡公差?别天真了。
二、千万别图“交情”,图纸才是硬通货
三、好厂家,往往“小而专”
一提到工装治具厂家,很多人的第一反应是找大厂。规模大、设备多、管理规范——理论上没错。但你得明白,大厂的生产排程里,你的小批量、多品种工装,可能连塞牙缝都算不上。人家正忙着做大批量订单,你那个三两件的东西,什么时候能排上?催急了,对方销售两手一摊:我也急啊,但产线真的忙。你也没脾气。 反而是一些20-50人的中小厂家,如果聚焦在某个细分领域,战斗力爆表。比如我们这附近有一家,专门做医疗行业的检测治具。厂子不大,但客户清单里有好几家上市医械公司。为什么?因为他家那几位老师傅,对医疗器械的洁净要求、表面光洁度理解极深,连装配过程都带手套操作,生怕汗渍影响不锈钢表面。这种专精,大厂未必做得到。 所以我的建议是:别迷信规模,找跟你产品需求最匹配的那双手。 你是3C电子,就找擅长微型精密治具的;你是重工,就找搞大型液压工装的。怎么判断他是否匹配?除了看案例,最好让他提供几个同类产品的实拍图、甚至试做一件样品。样品费该花就花,比后期批量报废划算一万倍。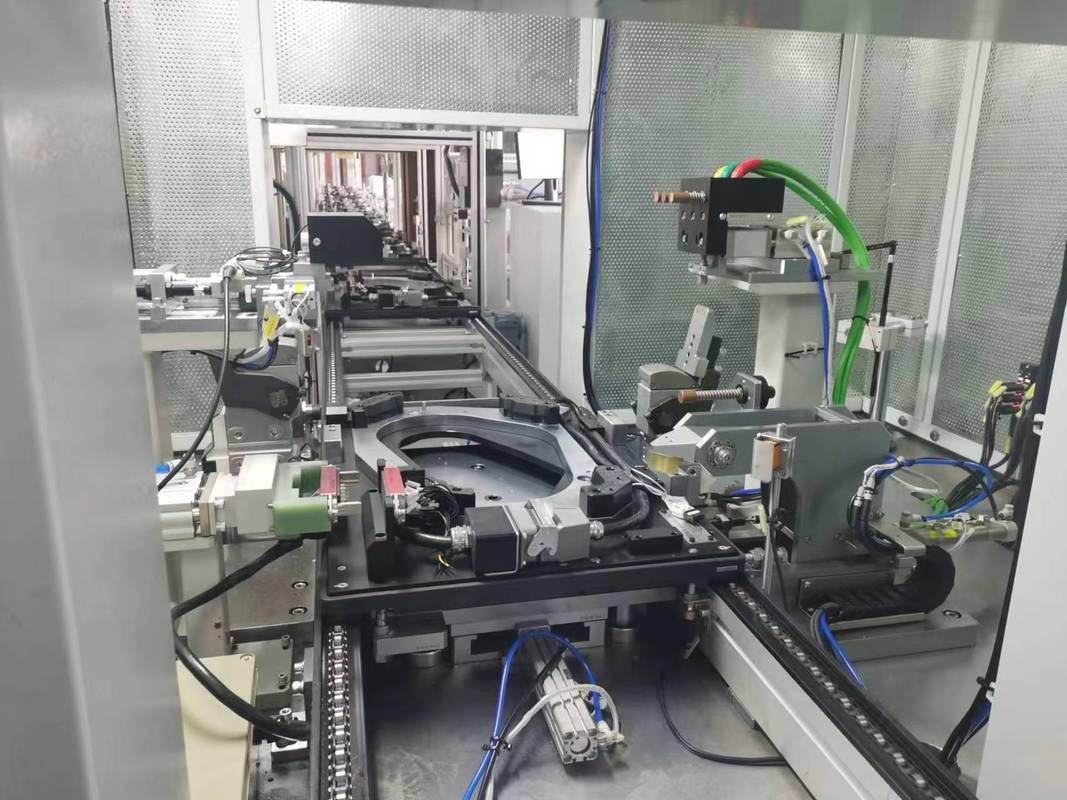
四、2025年,这些新变化你得留意
这两年,工装治具行业也在悄悄洗牌。一方面是原材料和人工成本往上涨,小厂的利润被压得透不过气,偷工减料的事就更多了。另一方面,客户要求越来越高:柔性产线需要快换基座、视觉检测需要高精度定位台、自动化上下料需要专用夹爪……很多传统的靠“车铣磨”三件套吃饭的作坊,已经接不住这些活了。 我现在找供应商,会额外看两个点:一是他有没有模块化、标准化的意识。比如某些厂家已经把气动夹钳、定位销、底板做成标准模块,下次换型只需替换少数零件,成本降低,交期也快。这种厂家,明显是动了脑子的。二是他懂不懂自动化集成。哪怕他本身不做自动化设备,但必须理解你的治具将来要装在什么机器上、与机器人如何配合、信号接口在哪。有一次我收到一家厂给的方案,居然在关键干涉位置设计了螺钉头,差点把机器人手爪撞坏。这种低级错误,就是缺少系统思维。 另外,数字化的苗头也冒出来了。有些成规模的厂家开始上MES系统,生产进度可以在微信小程序查看,关键工序的检测数据直接上传云端,你一个链接就能调出报告。透明到这个程度,扯皮的空间就小了很多。不过这种厂家目前还是少数,遇上了就珍惜吧。五、实地考察,抓那三个“不走眼”的瞬间