2026-07-19 03:12:35 分类:商机
跑过上百家工厂,试错过几十次,我现在听见“永磁吸盘厂家”这几个字,还是忍不住叹气。
真是踩过太多坑了。
去年在浙江,有家厂拍着胸脯说磁力保用十年,结果半年不到吸力掉了一半。返修?人家直接换了个牌子。
你找谁说理去。
我当年第一次买永磁吸盘,差点把机床给毁了
刚入行那会儿,什么都不懂,就看价格。河北一个小厂,报价比市场价低三成,我乐坏了。
装上第二天就出事了。
铣到一半,工件直接飞出去,崩刃,刀头碎了一地。幸亏人没事。事后拆开看,那吸盘磁钢排列歪歪扭扭,灌胶全是气泡——这搁谁不后怕?
永磁吸盘这玩意儿,核心就三块:磁钢、磁路、壳子。 磁钢得是钕铁硼的,还得看牌号,N38和N52差好几个等级呢。但光有高牌号磁钢也不顶用,磁路设计不行,磁力线在内部消耗掉了,吸到工件上没几成。
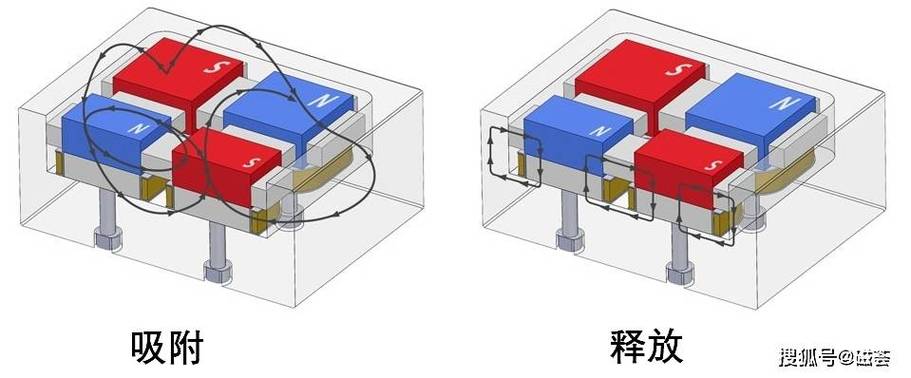 永磁吸盘内部磁路结构剖面图
壳子更别说了。HT300铸铁是标配,但小厂为了省成本,用HT200甚至料更差的,吸盘面淬火硬度不够,用不了多久就坑坑洼洼,夹持精度直线下降。
所以你看,光便宜有个啥用。
永磁吸盘内部磁路结构剖面图
壳子更别说了。HT300铸铁是标配,但小厂为了省成本,用HT200甚至料更差的,吸盘面淬火硬度不够,用不了多久就坑坑洼洼,夹持精度直线下降。
所以你看,光便宜有个啥用。
选厂家,说穿了就是看这几个硬指标
我后来学乖了。跑厂子先不聊价格,直接去车间看活儿。
第一,看磨床。吸盘上下两个大面,平面度、平行度全在磨床那一刀。买过山东一家大厂的,打表一拉,5个丝以内,平得像镜子。另一家小作坊,磨床主轴上锈了,工人随手拿布擦擦就开始干——出来的东西,肉眼看着就发雾。
第二,测磁力不是拿个铁块吸一下那么简单。正经厂家得有高斯计,还得做多点测试。我见过一家,专门做了块测试钢板,上面打了几十个孔,一个个点测,还给你出报告。那叫靠谱。
第三,看退磁功能。现在好的吸盘都是机械式自退磁,手柄一扳,磁力线自动换向抵消。就怕那种退不干净的,工件卸下来还带点残磁,表面马上吸铁屑,精加工就废了。
第四,有没有资质。虽说ISO9001有点滥,但连这都没有的,基本不用考虑。另外国标GB/T 6809.3-2013专门讲电磁和永磁吸盘的安全要求,你问他,他要是支支吾吾,直接走人。
 工厂车间检测永磁吸盘磁力分布
说实话,现在国内永磁吸盘厂家分几派。
一派是山东的,量大,走性价比,但质量浮动大。有做得极好的,也有混子。
一派是江浙沪的,专做高端出口,价格贵,但东西确实精细。
还有一派是辽宁那边的老厂,资历深,不过这几年更新慢,产品结构有点老了。
注意,我没说哪家具体名字,免得有人觉得我打广告。你想找,按上面的标准去筛,肯定不会错。
工厂车间检测永磁吸盘磁力分布
说实话,现在国内永磁吸盘厂家分几派。
一派是山东的,量大,走性价比,但质量浮动大。有做得极好的,也有混子。
一派是江浙沪的,专做高端出口,价格贵,但东西确实精细。
还有一派是辽宁那边的老厂,资历深,不过这几年更新慢,产品结构有点老了。
注意,我没说哪家具体名字,免得有人觉得我打广告。你想找,按上面的标准去筛,肯定不会错。
为什么我不推荐你光看参数表
 为什么我不推荐你光看参数表
参数表谁不会写?吸力100N/cm²,写是写了,怎么测的?国家有标准的,磁极间隙、测试方法都有规范。但有的厂家送检是一块特殊试样板,到你手里实际用普通碳钢,吸力打八折都不止。
有一回我较真,带了个便携式拉力计,现场吸块45钢,一拉——参数表说160牛,实际才130左右。厂家说“哎呀,你这钢板表面有油”。我擦干净再试,135。最后他们承认,那是理论最大值,现实工况哪能完全贴合。
扯淡吧就是。
所以后来我学了个招:要求厂家提供同批次产品的第三方检测报告,并且约定退换货条件。 别不好意思,你越专业,他越不敢糊弄。
还有一点,售后。永磁吸盘本来算耐用品,但谁保得齐几年后磁钢会不会衰减?正规厂家敢给五年质保,甚至终身免费检测。小厂?电话都不接。
再说个冷知识:吸盘是不是越重越好?还真不是。有些人觉得铸铁厚就扎实,但过重的吸盘会把机床工作台压变形,特别是普通铣床,T型槽那块本来就不怎么厚。得看刚性匹配。
行了,啰嗦这么多,其实就是把血泪经验摊开了给你看。这行业水不浅,但你要是懂门道,也不至于被坑太惨。
最后补一句:最近听说有厂家在搞电永磁吸盘,结合了永磁和电磁的优点,刹车式断电不失磁——那个更安全,不过成本高,看你预算了。
先聊到这儿。有事儿评论区说吧,我偶尔上来看看。
为什么我不推荐你光看参数表
参数表谁不会写?吸力100N/cm²,写是写了,怎么测的?国家有标准的,磁极间隙、测试方法都有规范。但有的厂家送检是一块特殊试样板,到你手里实际用普通碳钢,吸力打八折都不止。
有一回我较真,带了个便携式拉力计,现场吸块45钢,一拉——参数表说160牛,实际才130左右。厂家说“哎呀,你这钢板表面有油”。我擦干净再试,135。最后他们承认,那是理论最大值,现实工况哪能完全贴合。
扯淡吧就是。
所以后来我学了个招:要求厂家提供同批次产品的第三方检测报告,并且约定退换货条件。 别不好意思,你越专业,他越不敢糊弄。
还有一点,售后。永磁吸盘本来算耐用品,但谁保得齐几年后磁钢会不会衰减?正规厂家敢给五年质保,甚至终身免费检测。小厂?电话都不接。
再说个冷知识:吸盘是不是越重越好?还真不是。有些人觉得铸铁厚就扎实,但过重的吸盘会把机床工作台压变形,特别是普通铣床,T型槽那块本来就不怎么厚。得看刚性匹配。
行了,啰嗦这么多,其实就是把血泪经验摊开了给你看。这行业水不浅,但你要是懂门道,也不至于被坑太惨。
最后补一句:最近听说有厂家在搞电永磁吸盘,结合了永磁和电磁的优点,刹车式断电不失磁——那个更安全,不过成本高,看你预算了。
先聊到这儿。有事儿评论区说吧,我偶尔上来看看。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:永磁吸盘厂家到底怎么选?一个老采购的真心话
文章链接:https://www.yxqcspc.com/8866/