去年帮朋友的项目对接模具厂,差点没把我气死。报价18万的模具,做出来的样品飞边能当梳子用。对方还振振有词:“你这结构设计不合理。”哈?当初审图的时候你咋不说?
所以我就特想写点东西——不是那种“挑选模具厂的十大秘诀”之类的废话——而是避坑。真刀真枪的坑。
别信“我们有先进设备”这种鬼话
说实话,现在谁没几台加工中心?牧野、罗德斯、DMG……就算是二手,只要保养得当,精度也能打。但模具的灵魂从来不在设备,在人。尤其是钳工。抛光、配模、修模,这些东西机器干不了。我见过一个干了二十年的老师傅,凭手感就知道滑块间隙多了半丝。那种厂,设备可能就几台老式铣床,但出来的模具寿命能多30%。

所以啊,去验厂的时候,别光盯着设备清单看。去钳工台那儿转转,看看他们用的工具是不是旧的,研磨膏摆得乱不乱。太整洁的反而可疑——你懂的。
报价低?你以为是馅饼,其实是陷阱
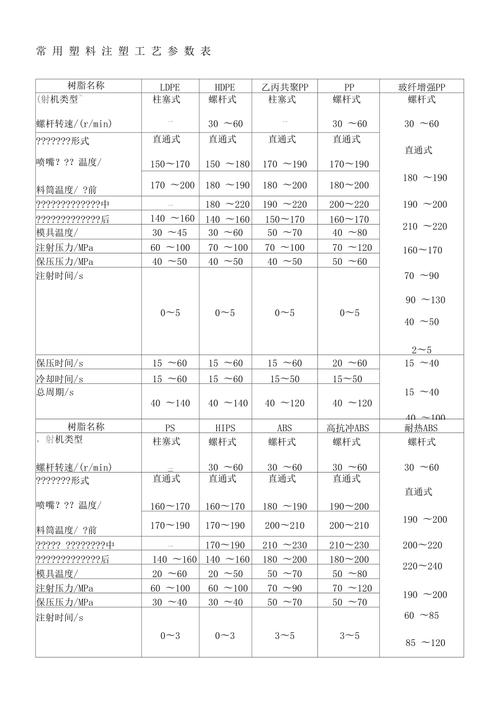
模具这行,价格能差出一倍去。同样一套汽车保险杠模具,有人报40万,有人敢报22万。怎么做到的?材料上偷:用718H代替P20?那是良心了。直接拿45#钢淬火冒充模具钢的都有。再就是热处理省掉,或者深度不够。结果呢?三五千模下去,变形了。运气好的话,你只是在试产阶段发现尺寸不对;运气差,量产到一半突然卡死,生产线瘫一天,损失够买两套模具。
有一回我跟宁波一个中型模具厂的老板喝酒——那是个老狐狸,他酒后说真话:“报价单上的‘模架采用龙记标准’,水分大得很。有些小厂拿非标模架喷个漆,你也看不出来。” 所以合同里一定要写死材料牌号、热处理硬度、使用寿命保证。别光听销售拍胸脯。
设计阶段多花一小时,省下试模两整天
很多甲方觉得模具厂就该全包设计。错。产品设计师和模具工程师之间,永远有信息沟壑。你让他自个儿琢磨?他肯定选最保险的方案——加强筋拼命加厚,脱模斜度往大了给。结果你的产品重了20%,变形倒是没了,可外观走样了。
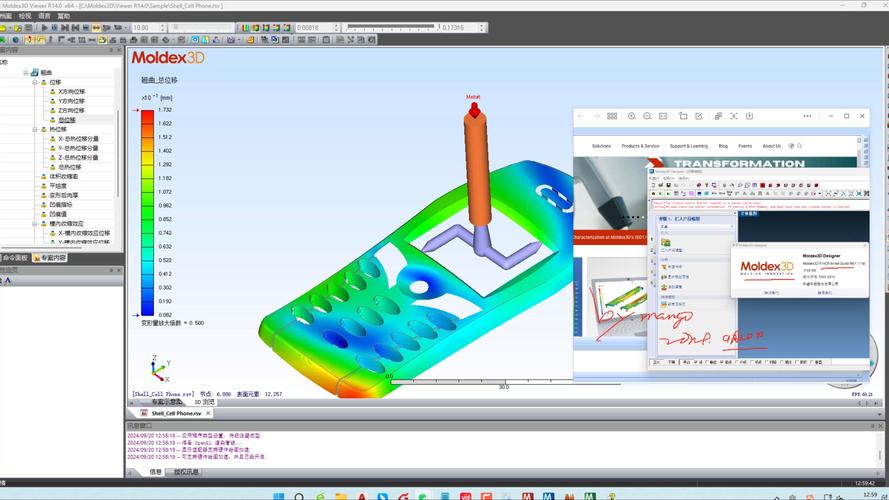
我最怕听到一句话:“我们先按常规开一套试试看。” 试错成本全在你身上。聪明的做法是,让模具厂在开模前做模流分析并提供报告。别心疼那几千块分析费,它至少能告诉你熔接痕出现在哪儿、气穴可能在哪儿、收缩翘曲的趋势。然后,你坐下来跟模具工程师吵一架——对,吵一架。关于浇口位置、冷却水路布局的争论,价值千金。有一次为了一个医疗件,我们争论胶口残留会不会刮伤硅胶密封圈,最后改成潜伏式浇口,省了后处理工序。
售后?别等模具坏了才想起这茬
模具不是一次性买卖。量产中撞了、磨损了、需要改模——这才是常态。很多厂家合同里写着“保修一年”,但真出了问题,推三阻四。不是“你们注塑工艺参数不对”,就是“塑料原料含回料太多”。扯皮。所以看厂家靠不靠谱,得看他们的响应速度:半夜一个电话能不能叫得动修模师傅?有没有齐备的标准件库存?还是换个顶针都要从珠三角快递三天?
浙江台州那边有些厂,专门做急件,确实快。但精细模具我还是更倾向于深圳、苏州。产业集群在那儿,配套方便。
到底怎么选?一些不成熟的小建议
首先,别在B2B平台上盲搜。某巴上的广告,十个有九个夸大其词。最好的线索来自同行介绍。你去注塑厂送料的时候,跟人家厂长抽根烟,问他们常合作的模具厂是哪家。那个口碑才真实。
其次,看厂家的“病历”。不是要体检报告,而是让他们说说过去失败过的案例。一个敢复盘错误的模具厂,才有积累。我曾经遇到一个厂,拿出三年前一个失败的项目笔记,分析得比我们自己的工程师还深。我当场就决定合作。
再次,给试模费留出预算,并且自己到场。别在合同里把试模砍掉。你不在现场,他们可能调个大概就送样了。表面光鲜,内部全是应力。上台量产就裂。自己看着打样,把参数记下来,这才是稳定的基础。
最后,合同附件里列清验收标准:尺寸公差报告、材质证明、硬度检测值、试模件10PCS供封样。白纸黑字。
写着写着居然两千多字了。其实还有很多想吐槽的,比如某些号称“一天出图三天开模”的——快是快,坏得也快。模具这东西,终究是慢工出细活。特别是在2026年,人工越来越贵,一套模具的稳定性和寿命直接影响你的成本竞争力。花点心思找个靠谱的厂家,比后期修修补补强太多了。