这事儿说起来就来气。去年我们产线要上套新夹具,老板催得急,我三天找了五家工装夹具厂家比价。结果呢?图纸发过去,报价从8000到4万都有。我直接懵了——这水也太深了吧?后来一查,最便宜那家用的45钢调质都省了,淬火硬度根本达不到;最贵那家倒是不糊弄,但交期拖了整整22天,差点误了出口单子。
说实话,工装夹具这玩意儿,看着简单,实则是个精细活。一块定位板,平行度差0.02毫米,加工出来的零件就批量报废。可很多采购不明白,只看价格。便宜没好货?也不一定。有些小厂老师傅手艺绝了,就是不会做网络推广,藏在巷子里根本找不到。这才是最冤的。
我记得有个前辈跟我说过:找工装夹具厂家,你先别问价格,先问他“你们热处理外协还是自己做?”热处理环节太关键了,很多厂家为省钱直接省掉或者随便做做,导致夹具用不了仨月就变形。还有表面处理,发黑还是镀铬?湿度大的车间,你用发黑件,锈得一塌糊涂,到时候哭都来不及。这些细节,不会写在报价单上。
选厂家前,先搞明白自己要什么
很多甲方自己都稀里糊涂。就拿我们来说,有次需要一套焊接夹具,图纸画得那叫一个花哨,结果焊接变形根本没考虑定位销配合间隙。厂家那边工程师倒是挺负责,打电话过来:“你们这个设计不合理,焊完肯定取不下来。”我们这边设计师还不服气……后来事实证明,人家是对的。那次之后,我学到一点:专业的事,多听厂家的建议,别觉得自己是甲方就牛气冲天。真正有经验的工装夹具厂家,能帮你省大钱。
不过话说回来,有些厂家也是真敢吹。什么“精度0.005mm以内”,你让他出三坐标检测报告,要么磨蹭三天拿不出来,要么拿个不知道哪年的校准证书糊弄。所以我现在的习惯:合作前必须去现场看。不看车间设备,不听工艺师谈思路,光看网站图片——那跟网恋没见面差不多,风险太高。
上个月,我去了趟东莞一家专门做汽车零部件工装的厂子。规模不算大,但车间里那台五轴加工中心看得我眼馋。老板姓陈,一个干了二十多年的钳工出身,聊起快换夹具,眼睛都放光:“现在很多汽车零部件产线要柔性化,快速换型,你们那套液压胀套式夹具的设计理念过时了,该用零点定位系统。”我当时心里一激灵——这就是我要找的人,能把我从固有思维里拽出来。
当然,不是所有厂子都这么专业。有些压根就是二道贩子,接单后转包给小作坊。怎么分辨?简单,你问他几个技术问题:“45钢淬火后硬度能达到多少?线切割表面变质层怎么处理?”答不上来的,基本可以pass了。这些知识不是背出来的,是干出来的。
聊聊我接触过的几种厂家类型
干了十年制造,跟工装夹具厂家打了无数次交道,我粗略分几类——不是贴标签,就是个人感受:
第一类,老牌大厂。像山东那几家,做重卡发动机缸体夹具起家的。特点是稳,质量体系全,但报价也真高,动不动就是几十万。而且有点店大欺客,小单子爱答不理。我有次询价,人家直接说“低于20万不开票”。得,咱高攀不起。不过如果你是大批量、高精度、长期稳定订单,找他们确实省心,毕竟人家给潍柴、重汽供了十几年,啥大风大浪没见过。
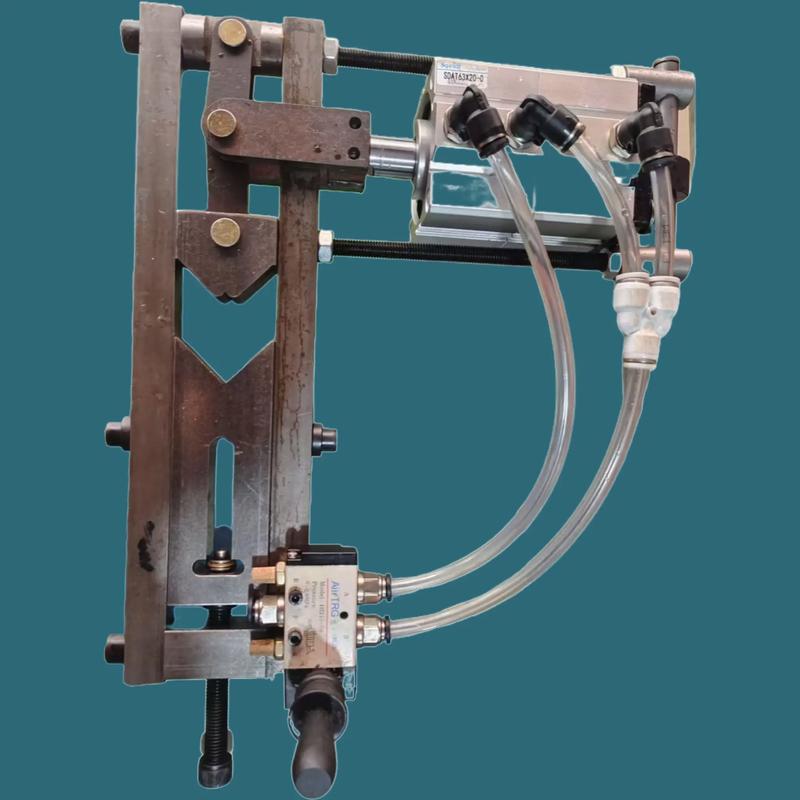
第二类,区域特色产业集群里的中小厂。比如浙江台州的工装夹具厂家,做电机壳加工夹具那叫一个溜;还有河北泊头,铸造类夹具的底子很厚。这些厂子性价比高,反应快,但质量稳定性就看运气了。我曾经在台州找个小厂做气动夹具,第一批完美,第二批就出现底座焊接变形的问题——原来老师傅请病假,徒弟顶上的。所以要跟这类厂合作,你得盯紧关键工序。
第三类,新兴的专业型小团队。这类工装夹具厂家往往是从大厂里出来创业的人搞的,专攻某个细分领域,比如医疗器械植入物的钛合金加工夹具,或者3C电子行业用的薄壁件真空吸盘。他们技术很前沿,甚至能给你整套工艺方案。缺点是产能有限,遇上急单他们比你还急。
合作中的坑与对策
说几个血泪教训。合同一定要写明验收标准,留足保证金。我们去年一套液压夹具,验收时发现重复定位精度超差0.03mm,厂家非说“能满足你使用”。我直接把工件送第三方检测,数据摆出来,他们才乖乖返修。还有交期,有些工装夹具厂家拍胸脯“15天OK”,实际上外协工序一拖就一个月。我现在学乖了,合同里写“每延期一天扣1%货款”,马上都老实了。
还有个隐形大坑——售后改模服务。夹具用一段时间需要微调,很多厂家一开始承诺得好听,真出了问题,要么收费高得离谱,要么直接找不到人。有一次一套检具需要修磨定位面,原厂说“寄回来吧,周期十天,费用5000”。后来我在本地找了个老师傅,半天搞定,请人家吃了顿饭才花了三百。所以,如果技术含量没那么高,就近找工装夹具厂家更靠谱,至少沟通和售后都方便。
技术方面,我现在特别看重一点:防错设计。一个合格的工装夹具厂家,在设计阶段就应该考虑到操作工误操作的可能。比如工件放反了,夹具是否能装夹?是否报警?图纸上有没有明确标注夹紧顺序?这些细节,能极大降低批量质量事故。可惜很多厂家只想着怎么把工件夹紧,不考虑人性弱点。
另外,随着自动化产线增多,夹具与机器人的适配性越来越重要。有次订做机器人抓手夹具,厂家没考虑末端自重导致机器人在高速运动时的惯性过载,用了几个月,六轴减速器就出现异响——这不仅仅是夹具的问题,是系统集成能力的缺失。所以,如果你的场景涉及自动化,一定要找那种跟机器人、PLC联调有经验的工装夹具厂家。
罗嗦了这么多,其实就想说:没有最好的厂家,只有最适合你的。你让做航天级精密夹具的去干农用机械粗加工夹具,成本和技术流程完全不匹配;反过来让小作坊做半导体设备上的微米级定位夹具,那也是灾难。明白自己的行业属性、精度等级、批量大小,再去筛选,会清晰很多。
最后分享个小技巧:可以去行业展会上逛,比如北京的国际机床展、上海的工博会,跟工装夹具厂家的工程师直接聊。现场看实物,比任何网页都真实。而且展会上他们为了拉客户,往往愿意透露更多技术细节。我手机里存了十几个在展会上认识的工程师微信,遇到难题群里吼一声,总有人能出主意——这才是最有价值的资源。
说到底,工装夹具是制造业的牙齿,牙不好,胃口肯定不行。选厂家这事儿,懒不得,省不得,急不得。