说实话,要不是去年那批蜗轮蜗杆咬死,我大概这辈子都不会去深究什么分度头厂家。东西坏了,产线停半天,老板脸黑得能滴墨——逼得我一个搞工艺的,硬着头皮去翻厂家名录。结果发现,这行当水还挺深。
先交代一句:我所在的是个中小规模机加工厂,主要做多品种小批量。分度头不是天天用,但一用到就是关键工序。以前都是采购拍板,买过几个牌子,有的一直稳如老狗,有的用了半年就哐哐响。那天拆开一看,分度盘定位销偏磨得一塌糊涂。得,找厂家扯皮吧。

结果电话打过去,对方先跟我掰扯什么“贵司使用不当”“润滑油不达标”——我靠,我用的可是你说明书上白纸黑字写的那款!换了两家都是这调调。后来跟一个在机床厂干了二十年的老师傅喝酒,他才一语道破:现在有些分度头厂家,自己根本不加工核心零件,全是外协,再组装贴个牌。精度能稳才怪。
这话点醒了我。后来我就自己摸索出一套选厂的门道。
别光看参数,你得问问分度盘是谁磨的
很多采购比价,就看规格书。什么“等分精度±30秒”“重复定位±5秒”——这些数字,真心话,有些厂能给你“优化”到你想哭。我见过最离谱的,出厂报告写着精度6秒,我们这边用双频激光干涉仪一打,16秒开外。一问,说是运输震动导致。可人家那包装……几块泡沫板,能不震吗?
后来我学乖了,直接问:分度盘蜗轮副是哪家磨齿机做的?能在恒温车间加工吗?如果厂家支支吾吾,或者直接说“我们跟某某大厂合作”,那八成就是外协。不是说外协一定不好,但分度头这东西,核心件不自己啃,装配积累误差根本控不住。
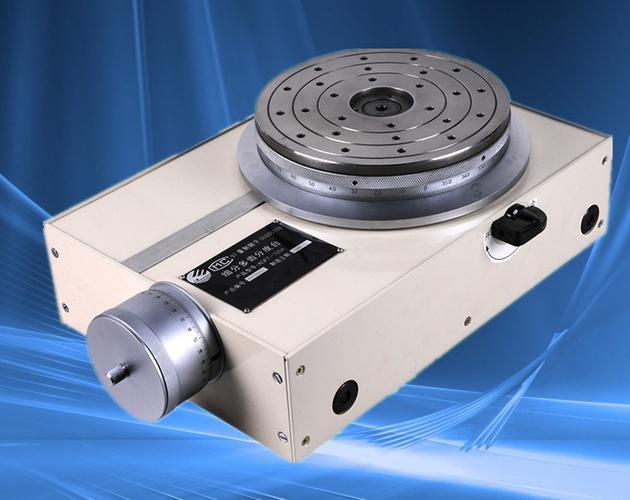
对了,还有一个细节——你去厂家实地看,别被他展厅那台擦得锃亮的万能分度头迷住。直接要求去装配线,看他们打表。我记得有次去山东一家老厂,车间里七八台半自动分度头一字排开,老师傅正拿扭力扳手一个一个校回转间隙。那个画面,比什么PPT都管用。那家厂后来成了我们主力供应商——虽然门脸旧,但东西确实耐操。
老牌?新锐?有时候名气大不如脾气小
国内做分度头的,数得着的也就那些家。北方有老国营改制的,南方有从数控转台延伸过来的,还有专做外贸代工突然想打内销的。我的经验是——别迷信“老牌”。
说个真事。我们前年试过一家号称有六十年历史的老厂,买回来一台等分分度头,装到四轴上准备铣八面体。结果发现,每90度有个固定偏移,而且偏移量还不恒定。叫售后,人倒是来得快,调了一下午,当场是好了,过两天又犯。后来拆机,竟然发现里面的锁紧装置铸件有砂眼!虽然免费换了,但那半个月的折腾,交期全耽误了。你说这事儿怪谁?老厂也有乱象,新厂未必不行。
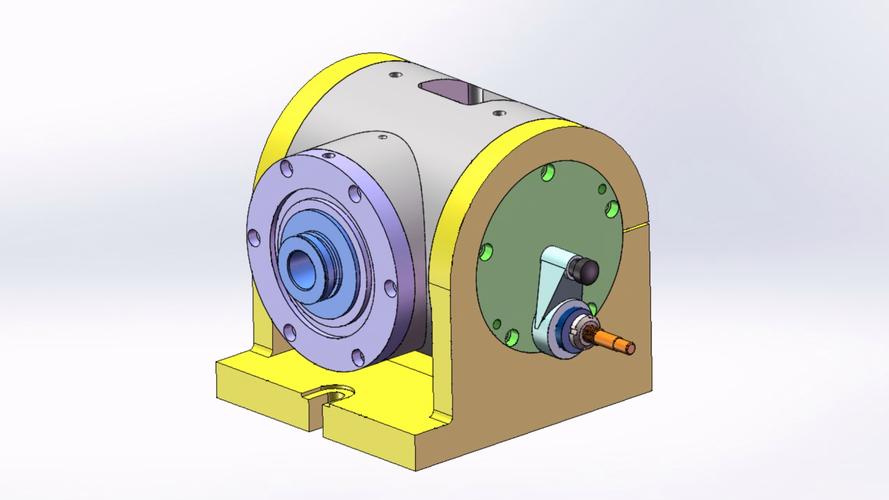
反而后来试了一家做蜗轮蜗杆起家的新厂,东西不便宜,但细节到位。比如他们的分度头主轴用的是双列圆柱滚子加角接触球轴承组合,预紧直接标在壳体上。说明书里甚至附了实测刚度曲线——这种透明劲儿,让人踏实。有时候就是这样,小厂为了活命,反而更下本。
不过也要留意那种“过度承诺”。一开口就是“德国品质,国产价格”,你细问他热处理变形怎么控制的,要么说不清,要么扯什么“军工技术”——真要军工技术能随便卖给你?这种厂家,趁早拉黑。
售后那点事:嘴上说“终身维护”,可能三年就找不到人了
分度头这种半耐用设备,一般质保一年。但真正出问题往往在第三四年,蜗轮磨损了,间隙大了。这时候才知道厂家售后是人是鬼。
我们有一台用了五年的数控分度头,去年精度掉得厉害,想返厂修磨蜗轮再刮研恢复。结果联系原厂,电话空号。一查,公司都注销了。后来辗转找到当时的一位装配师傅,人家自立门户开了个维修站,才给救回来。他说,原来那厂为压成本,蜗轮用的锡青铜牌号都不对,磨完硬度不均,不坏才怪。
所以现在我签合同,都会加一条:注明蜗轮蜗杆材质牌号和热处理工艺,并提供至少三年的配件供应保证。虽然很多厂家不愿意,但真心想合作的会同意。还有,保修期从“安装调试完成”开始算,这几个字值千金。不然货到工地放半年,再开机有问题,他跟你扯质保已过期。
另外,别忽视说明书。一本详尽、坦诚的说明书,往往反映厂家的态度。有的厂说明书薄薄几页,连润滑油更换周期都含糊其辞;有的甚至把精度检验数据复印得模模糊糊。反观某外资品牌——虽然贵得肉疼——说明书厚得能砸核桃,每一根电缆怎么接、电磁阀响应时间多少,都标得清清楚楚。国产厂家这几年也在进步,但差距还在这些细节里。

最后说点心里话。分度头厂家没有绝对的好与坏,只有适合不适合。如果你只是偶尔给法兰盘打几个等分孔,一台普通手动分度头就够,找个本地老厂,换个配件也方便。但你要是用于四轴联动铣曲面,那真得咬咬牙上精度稳定的品牌,哪怕贵点,总比废品率和停工强。还有,永远别信“全能型”分度头,什么都能干往往什么都不精。搞清楚自己的需求,再去对厂家的专长,这才是正路。
选厂家就像找合伙人——别光听他吹,去他车间站一会儿,看看工人精神面貌,摸摸库存备件。那股机油味、切削声,比任何宣传册都真实。