跟你们讲,千万别学我!第一次买永磁吸盘,我差点把命搭进去。那天加工一个模具钢,铣到一半,只听“嗡”的一声,工件松动了,被铣刀带着飞转,咣当撞在防护门上,玻璃都碎了。还好我站得偏,不然…现在想起来后背还发凉。罪魁祸首?一个从某宝买的三无永磁吸盘。吸力虚标,里面磁钢松动,根本吸不牢。从那天起,我就发誓,再买永磁吸盘厂家的设备,一定得把眼睛擦亮了。
你可能会想,吸盘嘛,不就是块大磁铁,有什么技术含量?老实说,我以前也这么想。后来摔了跟头,才开始老老实实研究。这不研究不知道,一研究吓一跳。里头道道可深了。选对了永磁吸盘厂家,加工效率翻倍;选错了,等着报废工件、损坏刀具、甚至弄出人命。可不是闹着玩的。
技术盲必看:一个吸盘好不好,主要看这三点
我请教过一位在机床附件行业做了二十年的老工程师。他喝了口茶,慢悠悠说:看吸盘,就看三样——磁、钢、装配。磁,就是磁性材料。钢,就是盘体的钢材和热处理。装配,就是工艺精度。这三样,随便哪样拉胯,整个吸盘就废了。
先说磁。目前主流是钕铁硼永磁体,性能分N35、N38、N40、N42等等,数字越大磁能积越高,吸力越强。但有些黑心厂家用回收料,或者掺杂,磁性能差不说,还容易退磁。你怎么分辨?没法看外观,只能靠口碑。像一些老牌永磁吸盘厂家,比如宁波那边几家,直接敢在说明书上注明磁钢牌号,甚至提供材料商质保书。这就靠谱得多。
再讲钢。吸盘的基体一般用45号钢或合金钢。好厂家会做调质处理,保证刚性和耐磨。面板硬度通常在HRC50左右,太软容易划伤,影响平整度。我有次贪便宜买了个吸盘,用刀片一刮,一道深痕。那铁质明显偏软。用了仨月,面板坑坑洼洼,吸力直线下降。因为工件和面板的贴合间隙越大,吸力衰减越厉害——这是铁律。
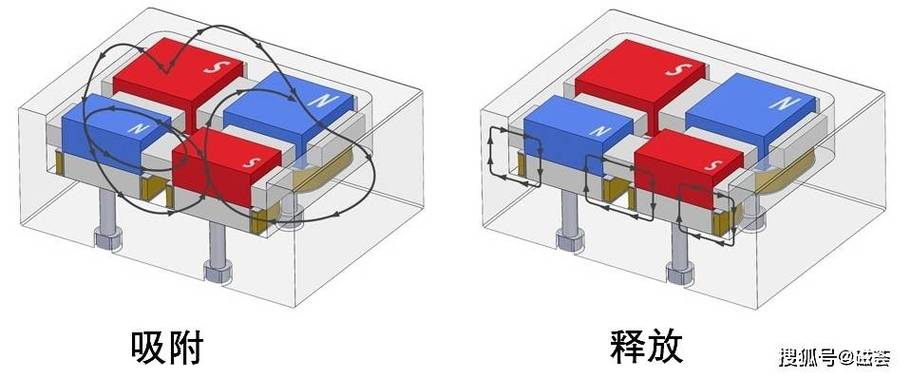
最后装配。磁钢怎么排布,用什么样的隔磁材料,粘接胶水耐不耐温,这些直接决定寿命。好的永磁吸盘厂家会用铜或者铝片做隔磁,用耐高温环氧胶,装配完还要烘烤。差的就是普通胶,时间一长磁钢脱落。这些内部细节,光看外表根本看不出来。
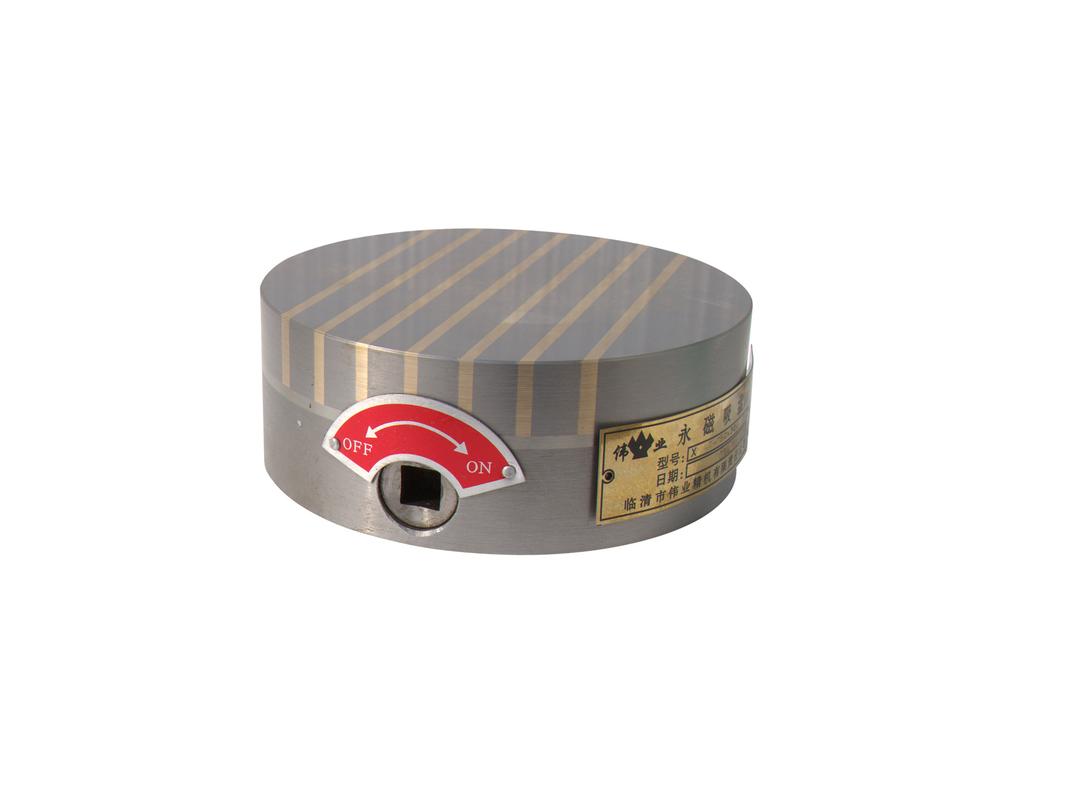
哦,还有个容易被忽略的:扳手机构。那种一转就能开磁退磁的结构,里面的凸轮、扭转弹簧,劣质的用不了多久就松垮了。我见过一个厂家的设计,扳手可以拔下来,防止误操作。这个安全细节,相当贴心。
从几百到几万,价格差在哪?别光听销售忽悠
永磁吸盘的价格范围太大。最便宜的百来块,贵的大几万。为啥?材料成本占大头。一块好钕铁硼磁钢,光原料就比差的贵几倍。然后加工成本:平面磨、导轨磨,保证面板精度和底面的平行度。国际品牌往往用精密磨床,国内一些大厂也用上加工中心了。小作坊?可能就一台老磨床,精度能好到哪去?
有一回我去一个临清的小厂,车间里灰尘漫天,磨床主轴都在晃,工人叼着烟操作。这样的环境做出来的吸盘,你说敢用吗?所以,我建议还是去规模大点的永磁吸盘厂家。至少得有像样的检测设备吧,比如高斯计测磁场分布、拉力试验机测吸力、百分表打平面度。要是连这些都没有,趁早别买。
当然,也不是越贵越好。得看适用场景。磨床用的要求精度高、吸力均匀;铣床用的更看重大吸力和刚性;线切割机床则可能需要防水防锈。按需选择,别被销售带偏了。
我亲身验过的几个厂家,不吹不黑
讲实话,做永磁吸盘厂家这一行的,水也挺浑。很多厂家没官网,就靠熟人介绍。我这些年用过几家,简单说说感受,算是给同行一个参照。(再次强调,只是个人经验,不是排名。)
第一家,浙江宁波的“精工磁力”(化名)。这家是朋友推荐的。他们主打精密磨床用吸盘,极距能小到2mm,吸微小工件很稳。我当时要磨一批薄垫片,买了他们一个密极型。到货后我用千分表打面板平面度,在0.003mm以内,相当不错。用了两年,吸力无明显衰减。唯一不满意的是交货期太长,等了二十天。他们说订单排满。看来生意不错。
第二家,山东“鲁磁机械”(化名)。这家做重切削吸盘。我有个客户专做模具粗加工,需要强吸力。就定了他们一款N45磁钢的。那吸力真不是盖的,一个150×300的盘,能把100公斤的铁块吸得死死的,铣削时纹丝不动。但就是重,我一个人搬不动。他们的销售挺实在,主动说:如果机床台面小,不建议买这型号,负载太大影响精度。这服务态度加印象分。
第三家,河北“磁力王”(名字虚构)。在网上广告打得挺响,价格诱人。我试过他们的货,怎么说呢……性价比还行。吸力达标,但做工粗糙,焊缝明显,边缘没倒角,容易划手。测试过退磁反复性,吸力有轻微波动。作为低端粗用可以,精密件还是算了。一分钱一分货,古话没错。
还有个趣事。有次展会上,一个厂家演示“电控永磁吸盘”,通电一秒充磁,断电依旧有吸力。那个其实比纯永磁的方便,适合自动化产线。但价格贵很多,一套系统加控制器,顶十个普通吸盘。不过,那厂家说他们传统永磁的也不差,于是拿了个标准型号给我测。总体感觉,正规永磁吸盘厂家越来越注重研发了,有的跟高校合作搞磁路仿真,用Ansoft Maxwell优化设计。技术含量上去了,价格也上去了。
对了,还踩过一个坑:有一次急着要货,从网上一家没听过的店买,发货地是“全国通用”那种。结果发来货不对板,退货扯皮一个月。所以,尽量找有实体工厂的永磁吸盘厂家,实地考察或视频看厂最保险。不然,哭都找不着人。
一些内行才知道的挑选窍门
既然都看到这儿了,我就再掏点干货出来。这些东西,一般销售不会告诉你,甚至有些永磁吸盘厂家的技术员都没注意。
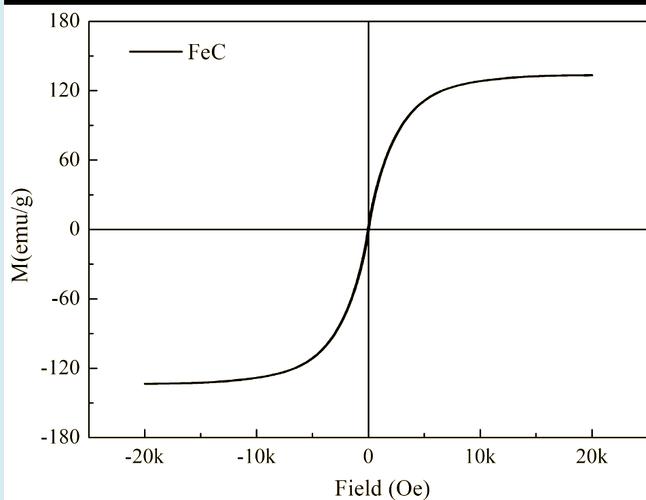
1. 看吸力曲线。负责任的厂家会提供“吸力-气隙”曲线图。它告诉你随着工件和面板的间隙增大,吸力下降得多快。好的磁路设计,曲线下降平缓;差的,一有微小间隙,吸力断崖式下跌。尤其用于粗糙表面或生锈工件时,这个指标特别关键。
2. 试吸薄板。带一块0.5mm厚的钢片去试。好的吸盘能牢固吸住,差的根本吸不起来,或者稍微一碰就掉。为什么?因为磁力线穿透力不够,对薄工件无效。这是检验磁路设计的好方法。
3. 退磁效果。关掉磁力后,工件应能轻松取下,且工件剩磁小。如果取下费劲,说明磁路闭合不完全。这会影响工件后续加工或装配。我测过某进口品牌,剩磁几乎为零,国产高端的基本也能做到,但一些低端货就惨不忍睹了,工件拿下来还带磁,能吸住铁屑,烦死人。
4. 售后条款。敢不敢写“三年质保,吸力衰减超10%免费换新”?我问过几个厂家,只有两家敢这么承诺。大多数一年保修,有些甚至没有。这从一个侧面反映他们对产品的信心。一旦敢保三年,说明材料工艺确实过硬。
这些个技巧,都是在实际使用中总结出来的。血的教训啊。
别忽视安装和保养,否则再好的吸盘也白搭

最后再多说一嘴。吸盘买回来,安装很重要。底平面必须与机床工作台完全贴合,不然磁路会短路,吸力大减。我见过有师傅往吸盘和工作台之间垫纸片的,说防锈。结果呢,吸力损失30%还不止。一般用0.02mm塞尺检查,塞不进去才算合格。
保养也简单:用完后用刷子清除铁屑,喷点WD-40防锈。不要用压缩空气猛吹,会把铁屑吹进磁路缝隙。长期不用时,最好把吸盘放在无磁性的支架上,让扳手处于“退磁”状态,可以延缓磁钢自然衰减。这些细节,有的永磁吸盘厂家会在说明书提到,有的压根不提。不提的,你反而得小心——说明他自己都不在意寿命,或者不希望你用太久,好再买新的?
行了,天快黑了,我要给机床换刀去了。说了这么多,纯属个人经历,不权威,但真实。你要是想找靠谱的永磁吸盘厂家,记住两点:去工厂看,拿样品试。别信宣传册,那是印着玩的。实践出真知,这话不假。
祝你好运,别走我老路。