床身铸件,可不是越重越好
很多老师傅一见面就问:“你这床身多重?” 好像重量就等于刚性。 可说实在的,铸件这东西,光重有啥用?得看材质、看结构、看时效处理。有的厂家用低牌号铸铁,筋板布局稀稀拉拉,就算灌满了水泥(没错,我真见过床身里灌水泥增重的)——刚性也就那回事儿,还影响精度稳定性。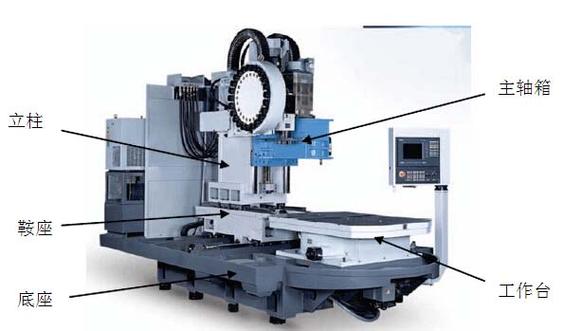
数控系统,别变成摆设
系统是加工中心的大脑,这咱都懂。FANUC、Siemens、三菱、华中数控、新代……市面上也就那么几家。 但让我很无语的是,很多厂家就给你配个**FANUC 0i-MF Plus**基础包,连个螺旋插补都得加钱。你说买的是五轴联动?结果发现第四轴驱动器还要另外掏腰包。
服务,比机器本身更挠心

别只看厂家,还得看配置清单里的猫腻
哪些“网红”功能其实你不需要
厂家现在喜欢推一些花哨功能,什么“智能热补偿”、“自动断刀检测”、“物联网远程监控”——好像不装这些,你就要被工业4.0抛弃了。 依我看,很多功能对普通加工根本没用,还增加故障点。热补偿,买回来得花时间建模,机床本身热对称结构做不好,补偿也补不准。断刀检测,最常见的就是对刀仪上加个断刀检测模块,真断了不一定能100%检出。物联网远程监控,除了让你手机收到“机床已开机”的推送,实际作用有多大? 我有个伙计,花了冤枉钱装上这些,结果天天误报警,最后全关掉了。反而基础的**排屑器、冲水系统、防护钣金**,很多厂家舍不得给足。切屑堆积起来,加工精度全完蛋。 所以,钱要花在刀刃上。基础性能、刚性、精度保持性,这些才是立加的“里子”。那些花里胡哨的,等你真正需要了再升级也不晚。最后说两句掏心窝的话
