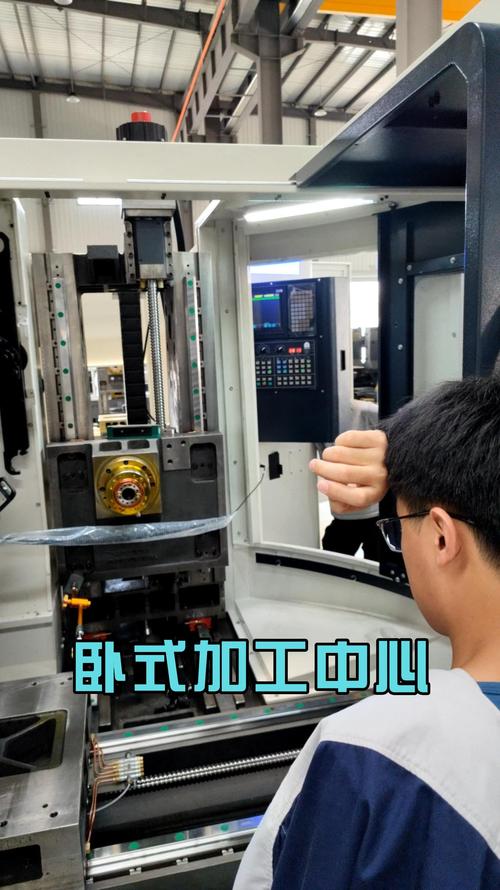
说实话,第一次接触卧式加工中心,是好多年前在车间里,看着那大铁疙瘩叼着个零件转来转去,铁屑飞溅,当时就觉得——这玩意儿真带劲。后来自己经手过几台,有进口的,也有国产的,踩过坑,也捡过宝。今天不聊虚的,就掏心窝子说说,卧式加工中心厂家到底怎么挑,那些门道,那些哭笑不得的事儿。
先泼盆冷水。卧加,真不是立加翻个面那么简单。可好多销售就爱拿这个忽悠,说卧式刚性多好多好,效率翻倍……可他们没告诉你,卧加对地基要求高,对夹具设计复杂,要是车间里没个懂行的工艺,买回去就是个立柱着凉的摆设。对吧?
不是所有的四轴都叫卧加
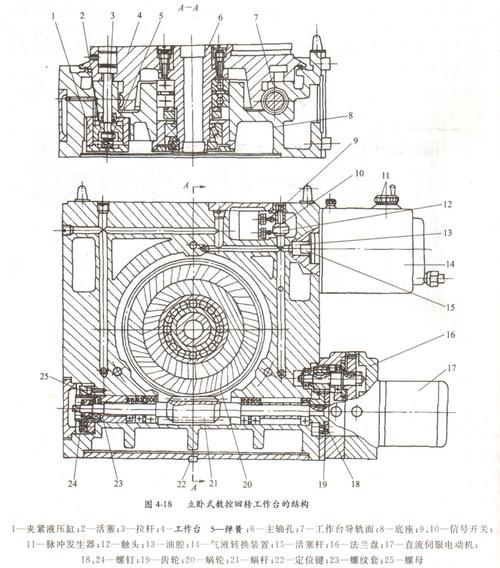
卧式加工中心,主轴水平,工件在回转工作台上一次装夹,干四个面。听着简单,但这里头的道行深。光那个B轴,就有蜗轮蜗杆、DD直驱、滚子凸轮各种结构,精度差几条街。有些便宜货标称定位精度±5角秒,可你实际跑个圆度测试,能晃到你怀疑人生。买卧加,必须看空间精度,别看单轴重复定位。还有,排屑——你要是干铝合金,不整个高压中心出水,那缠屑能把你刀具裹成粽子;干铸铁?吸尘密封做不好,车间就是灰盒。
还有那个托板交换,有的厂吹一分钟换完,可实际呢?液压站一哆嗦,定位锥销咣咣响。这些,参数表都不会写。所以说,别在网上比参数比得飞起,真金白银掏出去之前,哪怕自己带个毛坯去试切呢,也比在展会喝两天咖啡强。
选型时,千万别被参数表忽悠了——那些看不见的坑
卧加的参数表,那真是花活儿最多的。行程800×800,可有效加工区间可能还不到700。主轴转速12000转,扭矩曲线给你画得跟蛟龙出海似的,可低速重切削时功率掉得亲妈都不认识。刀库,说是60把,可那把重刀非得放固定位,不然换刀臂抖得像帕金森。线轨还是硬轨?重切肯定硬轨稳,但好多厂家现在只做滚柱线轨了,说刚性不输硬轨,你信吗?我信一半——除非是45mm以上重载滚柱,滑块预压加得足足的,不然三年后看间隙吧。还有Z轴,好多是立柱移动,有人嫌它重心高,不稳定;可工作台移动的机型,地坑得挖多深,知道吗?
最逗的是精度保持性。新机出厂雷尼绍打一遍,全在2丝内,帅。一年后呢?丝杠有反向间隙了,轴承预紧松了,导轨磨掉一层皮。这个时候厂家怎么处理?大厂可能派个工程师过来,调一下补偿,小厂直接跟你扯是操作问题。所以呀,买卧加,厂家的售后响应速度,比什么品牌溢价都重要。去用户现场看看老设备,比听销售吹一百句管用。
聊聊市面上的厂家,各有各的脾气
国外品牌,你绕不开德玛吉、马扎克、大隈、格劳博。DMG MORI,那是真的牛,五轴联动顺滑得跟切黄油似的,但价格也牛,而且据说售后……有点看片区。要是长三角珠三角可能还好,偏远点的地方,等个备件能急出白头发。MAZAK,效率狂魔,那快移速度嗖嗖的,系统集成度高,但你要是习惯用西门子或者海德汉,它那对话编程得适应一阵。OKUMA,稳,热补偿做得业界顶尖,就是外观设计几十年如一日,方方正正铁坨坨。格劳博,汽车发动机缸体线的大佬,现在也出单机了,但口碑有点两极分化——说好的爱死,说差的骂死,关键看应用工程师水平。
国产呢?这几年窜得猛。沈阳机床,老国企,底子厚,i5系统也算自主门面,但市场化转身有点慢,交货期飘忽。大连机床,重组之后低调多了,性价比还在,就是经销商体系有点乱,小心别买到库存机。海天精工,宁波巨头,砸钱搞设备是真舍得,龙门出身的,卧加刚性不错,但软肋是精度稳定性——粗加工一流,精加工要看运气。纽威数控,上市企业,势头很猛,卧加有龙门动柱式,也有T型床身,配置灵活,不过有时候细节做工有点糙,比如油管接头渗漏这种低级问题。台群精机,华南大户,3C干得多,现在挺进卧加领域,价格很有攻击性,但重型切削经验还在积累期。
还有些小而美的,比如山东威达、云南cy,专攻某个细分,可能你觉着名气不大,但在特定行业里口碑硬得很。所以说,没有绝对的好厂家,只有合适你的。关键是你干的什么活,预算多少,对效率、精度、稳定性的排序是什么。别听展会上的“打包票”,也别信百度竞价排前面的——那都是钱堆的。
从单机到产线——卧加的未来,已经悄悄变了
现在拿卧加只做单机加工的,其实落伍了。我看最近多数询盘,都是带着自动化来的:关节机器人上下料,托盘池,甚至柔性线。有些厂家反应快,比如马扎克的PALLETECH,大隈的FMS,国内海天也有自己的一套。但说实话,国内做产线的,软件这块还是软肋——排产算法、刀具寿命管理、自适应加工,跟国外差得不是一点半点。可你要是预算有限,又想上自动化,国内集成商也能给你攒一套,就是后期调试掉头发。我就经历过,机械手撞刀库门,排查了三天,最后发现是信号线屏蔽没做好。哭笑不得。

还有个趋势——五轴卧加越来越便宜了。以前五轴卧加动辄上千万,现在有些国产的,带RTCP,三百万以内能拿下。当然,精度你就别跟德玛吉比了,但干一些精度要求不极端的壳体、阀体,足够。而且你会发现,五轴不光省工序,还省夹具,长远看,反而划算。不过,五轴编程师傅工资,可比三轴翻倍哦,这笔账得算进去。
说到底,选卧式加工中心厂家,不是去买一个标准件,而是找个靠谱的搭档。从工艺方案到试切,从安装调试到培训,哪个环节掉链子,最终疼的都是你自个儿。所以呢,别光盯着价格表后面的那串数字,多去车间转转,多跟操机师傅聊聊天,甚至蹲在竞争对手门口数数他们买的啥设备——那才是真实的选型指南。好了,就聊这么多,再写下去就要收咨询费了。