我干机加工这行十来年,用过铣刀无数,跟形形色色的铣刀厂家打过交道。说实话,一开始真的两眼一抹黑——觉得不就是块硬质合金吗,谁家磨出来不一样?后来被现实捶打了无数次,报废的工件堆成小山,才慢慢摸出门道。这里面门道深了去了。
我以前负责一个加工厂的生产线,主要做模具钢和钛合金零件。有一回赶一批航空件,精度要求变态,公差±0.005。我心想手头那批国产刀肯定不行,咬咬牙进了一批据说是德国原装进口的刀。结果呢?一上机,崩刃、振刀、表面粗糙度超标,折腾半宿报废了三件。打电话给供应商,那边支支吾吾说可能是参数不对——参数我调了八百遍了!后来一查,神他妈原装进口,是东南亚某国代工的,贴个标。气得我——唉,不说了。
从那以后我就知道,找铣刀厂家这事儿,不看广告看疗效。什么国际大牌,什么高精尖宣传,都不如你实打实测他一刀。但我又不能每把都买回来试,成本吃不消。所以我开始琢磨怎么从厂家本身来判断靠不靠谱。
一、别被精美的样册忽悠,看厂家的“刀痕”
我去过一些铣刀厂家的展厅或者展会,那叫一个光鲜亮丽,刀身锃亮,涂层闪着金光,宣传页上写着纳米涂层、微米级精度。但一聊细节,发现有的厂家连个像样的检测报告都拿不出来。真正有技术的厂家,一定会跟你聊刀具刃口的微观状态——钝化半径多少?刃口有没有崩缺?涂层结合力怎么测的?
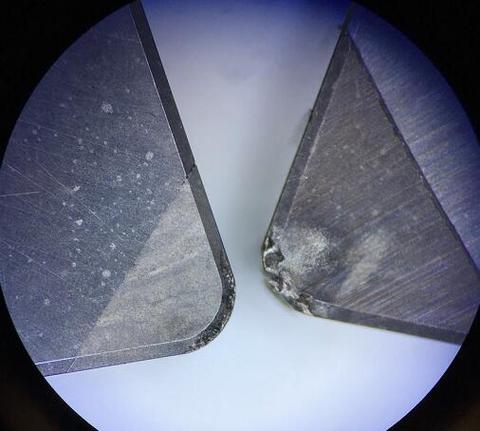
有一次我直接杀到东莞一家小厂去看,老板是个头发花白的老技师,叼着烟带我进车间,指着一台五轴磨床说:“你看这砂轮,刚换的,磨出来的刃口就是利索。有些厂砂轮用钝了还继续,刃口毛刺出来,涂层一盖,看着漂亮,上机就废。”他随手拿起一个刚磨好的刀,放在体视显微镜下给我看——刃线笔直,圆弧均匀,没有锯齿。那一刻我就觉得这老头儿靠谱。

所以啊,选铣刀厂家,尽量实地去看看,哪怕通过视频看他们的生产和检测。看看他们有没有刃口测量仪、涂层检测设备。如果一个厂家说自己是高端刀,却连个磨削油温控都做不好——夏天车间热得跟蒸笼一样,那么刃口质量和涂层稳定性就靠天吃饭了。
二、服务跟不上的厂家,刀再好也废
我踩过一个大坑,就是只认刀的牌子,不认服务。有一家业内很有名的日本刀厂家,刀是好刀,可是技术支持远在上海,我这边碰到问题,发邮件三天回,电话永远忙线。有一回加工深槽,参数始终调不好,刀具寿命只有预计的三分之一。我急得嘴上长泡,他们售后工程师过了一周才来,来了之后测测说“建议降参数”。这不废话吗?降参数效率下降30%,老板能毙了我。
其实还有一点容易被忽略,就是交期和物流。有次我急用一批T型槽铣刀,一家厂家说现货,结果三天后说仓库搞错了,要等一周。我生产线停了等着,老板脸都绿了。所以我现在对厂家的库存管理和物流也特别在意,哪怕贵一点,能保证按时到货的,才值得长期合作。特别是那些有异地仓的厂家,紧急情况能调货,真的很加分。
反过来,有家国产厂家,不算大,但服务是真到位。我试刀的时候他们派了一个工程师带电脑过来,挂上测力仪,实时监测切削力,边测边调,搞了一下午,把参数优化到最佳。之后还经常回访,问库存要不要补。虽然他们的刀价格不算最便宜,但算上降低的废品率和省下的时间,综合成本其实更低。真的,机床停机一小时多少钱你知道吗?
所以我现在挑厂家,一定问清楚技术支持的响应时间、有没有就近的服务点、能不能提供上门试切和参数优化。有些小厂家搞不了,那至少得能做到微信视频远程指导,传个切屑照片马上能判断问题。那种一问三不知的销售,趁早拉倒。
三、便宜刀未必省,贵刀未必值
刀具圈有个怪象:同样是D10整体硬质合金立铣刀,有厂家卖15块,有厂家卖150块。差别十倍的价。刚开始我贪便宜,买过那种几块十几块的刀,心想粗加工凑合用。结果呢?一把刀干不了几个件就钝了,换刀、对刀的时间比切削时间还长,算下来机床小时成本全搭进去了。还有更坑的——刀柄精度不行,装上去跳动0.05,铣出来的侧面跟狗啃似的,只能报废。
后来我学精了,开始算单件成本。一把好刀可能贵五倍,但寿命长十倍,而且稳定,不崩刃,不伤主轴。我算过账:用便宜刀,一个件刀具成本5块,但废品率3%,机床折旧和人工分摊每小时200块;用好刀,刀具成本摊到每个件7块,但效率提升20%,废品率几乎为零。你算总账哪个划算?
当然,我也不是说非要买最贵的。有些进口刀确实溢价太高,国产品牌现在也在追赶,有些性价比很漂亮。我试过几家国产中端的,像株钻、阿诺、用朴这些,做得都相当不错,尤其适合通用加工。关键是要找到与自己加工材料、工况匹配的刀,然后稳定供货、批次一致性好的厂家。有个经验:如果你买同规格三批刀,检测刃径、跳动、涂层厚度波动极小,那这个厂家品控过关。
哦对了,还有一个坑中坑:旧刀翻新当新刀卖。有些无良商家收废旧铣刀,重新磨一下,涂层一糊弄,就流出来了。这种刀看着便宜,但刃口强度不行,一上高速就崩。怎么分辨?看刀柄上的激光打标,如果模糊或有复打痕迹,就要小心。还有涂层颜色,二次涂层的颜色通常偏暗,结合力差,用橡皮擦都能蹭掉。总之,别贪小便宜,选正规渠道。
四、关于定制的那些事儿
我们厂有些异形槽、特殊R角,标准刀干不了,必须找厂家定制非标刀。这里面的坑更多。有些厂家口头承诺得好,一交货,尺寸差0.02,还说“偏差不多,能用”。我用你个头!非标刀往往用在关键部位,偏一点整个工件报废。所以定制铣刀,一定要签技术协议,明确公差、检测方法和验收标准。而且最好先拿样刀试切,别一次性下大单。
我现在的合作厂家,定制前会做个详细的工艺分析,甚至用仿真软件模拟切削,给我看模拟的切屑形状和力。虽然多花点时间,但避免了后期扯皮。有家小厂更绝,老板娘亲自磨刀,号称“一手磨”,还真别说,手磨的异形刀反而精度高,因为经验在那儿。但这种厂产能有限,急单别指望。
说到底,找铣刀厂家就像找对象——你得互相看对眼,还得经得住柴米油盐。光漂亮没用,能过日子才是硬道理。我现在库存里常备三家厂的刀,分别对应粗加工、精加工和难加工材料,每家各有长处,不把鸡蛋放一个篮子里。
有时候朋友问我推荐哪家,我真不敢随便说。因为工况千差万别,加工45钢的和加工高温合金的,选刀思路完全不同。我只能说:多试、多聊、多比较。拿工件去试切的毛刺、振纹、铁屑颜色,骗不了人。还有,跟厂家的技术人员聊,你能感受到他们是不是真的爱这行。那种谈起刀具就两眼放光、能跟你详细讲涂层晶格结构的,多半靠谱;只会说“我们的刀好”的,你趁早留个心眼。
好了,啰里吧嗦说了一堆,都是个人经验,不一定全对,但都是真金白银换来的。希望能帮到正在找铣刀厂家的朋友,少走点弯路。对了,如果你有更好的厂家或者试刀故事,欢迎来交流,咱们这个行业就得靠经验传承。
