上次在车间,眼睁睁看着一根新丝锥断在工件里,淬硬的不锈钢,放电打了半天才取出来,差点废了整个件。那丝锥还是采购刚换的供应商,说是价格便宜了两成。便宜两成……最后算上工时、电极损耗、报废风险,倒贴了不知道多少。
说实话,干了这么多年机加工,最怕的就是这种事儿。丝锥这东西,看着小,单价不高,但一崩牙一断裂,耽误的事儿大了去了。所以今天干脆写写丝锥厂家这个事儿,不是给谁做广告,就是把自己踩过的坑、摸出来的门道,跟同行们扯扯。
国内的几个老牌,到底还行不行?
很多人一提国产丝锥就摇头,说精度不行、寿命短。这种一刀切的判断,其实挺要命的。国内几家大的工具厂,比如成量、哈量、上工,它们的历史动辄五六十年,给多少国营大厂供过货。我手上有一把90年代的成量手用丝锥,磨一磨还能用,螺纹通止规一过,照样嘎嘎爽。但——问题是现在他们也在变。
成量这些年上了不少进口设备,粉末高速钢的丝锥线也投产了,但市场上假货多到让人头皮发麻。哈量的优势在量具,丝锥这块儿中规中矩,普通碳钢攻丝完全够,遇到难加工材料就得悠着点。上工呢,并购了意大利的SFP,技术吸收得不错,但价格也往上蹿了一截。所以不是行不行的问题,是你得知道你攻什么材料、什么工况,再去挑对应的产品系列。你一上来就拿个通用高速钢丝锥去干钛合金,那不叫丝锥不行,那叫……对吧。

涂层和槽型,才是厂家真正的内功
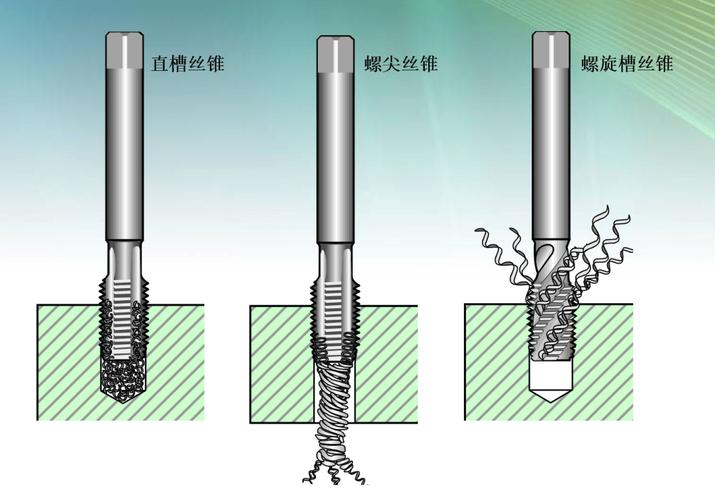
有一次我拿两款同样标注“M8-6H”的直槽丝锥做对比,一家国内小厂,一家是据说代工德国品牌的浙江工厂。结果小厂的那个攻45钢,攻了不到30个孔,螺纹中径就开始偏大,一看刃口已经微崩。另一家的,足足干了将近200个孔,拆下来放大镜看,刃口涂层只是正常磨损。后来我托人测了一下,小厂的涂层厚度不均匀,而且在容屑槽根部根本没覆盖上。
这就是很多小丝锥厂家的软肋。涂层不是刷漆,不是有了就行。TiN、TiCN、TiAlN、AlCrN……这些不同的涂层,附着工艺天差地别。现在做得好的厂家,比如恒锋、森拉天时在国内的合作厂,都是上多弧离子镀,炉子里的温度、偏压、气体分压得精确控制,否则涂层结合力根本不够。槽型设计就更不用说了,螺旋角、芯厚、刃瓣宽窄,那都是针对特定材料算出来的。有些小厂完全是抄样子,根本不做切屑仿真,攻出来的屑排不出去,不崩才怪。
所以我现在看一个丝锥厂家靠不靠谱,先问他们有没有涂层检测报告,再问有没有针对不同材料的槽型推荐表。要是对方两眼一抹黑,只会说“我们的丝锥质量好”,那我立马挂电话。
攻钛合金和不锈钢,凭什么选这家不选那家?
今年年初有个活儿,一批316L不锈钢工件,螺纹孔多且深,还要求通止规全检。找了本地两家,一家带的普通丝锥,攻两个孔就得加一次油,屑还缠在一起,工人差点骂娘。第二家拿来的丝锥看着也差不多,但一上手就不一样——切屑顺滑地卷出来,不断屑,攻完摸一下丝锥都不怎么烫。
后来我问了才知道,第二家是专门给医疗器械代工螺纹刀具的厂家,虽然规模不大,但他们针对316L这种加工硬化严重的材料,专门优化了螺旋槽的角度和后角,并且用了含钴高速钢加AlCrN涂层。这就叫术业有专攻。钛合金更挑,得用特定的刃口钝化处理,否则崩刃就是一秒钟的事。现在有些厂,比如青海量具刃具下面的工具分厂,或者江苏那边几个精密工具小厂,在难加工材料这块钻研得挺深,可能名气没老牌大,但某些细分领域真的能打。
不过话说回来,你也别指望一家厂能搞定所有材料。要我推荐,我会建议你找两三家互补的。一家主打通用大批量,价格合适,备常用规格;一家专攻难加工材料,哪怕价格高一点,关键时候能救命;再备一家能快速非标定制的,碰上异形螺纹、特殊公差,不至于抓瞎。
非标定制的坑,我替你们踩过了
去年有个出口订单,客户图纸上标注的螺纹是美制UNF特规,公差带还特别紧。找了几家大厂,交期都要六周以上,根本等不及。后来经人介绍,找了浙江温岭那边一个做了十几年的厂。对方老板自己就是磨工出身,看了图纸,直接问了一句:“你们这工件是不是铝件,盲孔,深度比直径大5倍?”我当时就惊了,这都能猜出来?老板笑笑说,这图纸一看就是某个医疗器械上的,他以前给类似客户做过,知道容易缠屑,得把容屑槽加大。
最后交期12天,价格比大厂贵了15%,但丝锥发过来一试,啥问题没有,寿命还超出预期。所以非标定制丝锥,关键得看对方有没有同类工件的经验,而不是光看设备清单。有些厂列了一堆德国瓦尔特磨床,结果接单的人根本不懂螺纹加工,全靠软件默认参数,磨出来的东西能用才怪。
后来我也学乖了,定制丝锥之前,一定让厂家提供模拟切屑的3D图,或者至少给出推荐切削参数。如果连这都做不到,趁早换下一家。
这一年丝锥市场的几个变化

2024年北京CIMT展会我去逛了,明显感觉到几个趋势:一是国内厂家开始卷涂层,以前只有进口丝锥才敢用的纳米复合涂层,现在几家头部国内厂也上了;二是挤压丝锥的需求量蹭蹭往上涨,尤其新能源汽车零件,无屑加工、表面强度高,好多主机厂指定要用挤压丝锥,但挤压丝锥对底孔精度要求极其变态,稍微大一点小一点都会出问题,所以厂家有没有配套的底孔铰刀方案也很关键;三是数字化的苗头,有厂家推出了带二维码的丝锥,扫码就能看几何参数和推荐切削用量,这在以前根本不敢想。
还有一个现象,就是跨境代工混卖越来越严重。你花高价买的进口丝锥,可能就是在江苏某厂贴牌的。不是说贴牌一定不好,但你得知道底细。有家日本品牌,中低端系列的丝锥早就国内代工了,只有高端粉末冶金的那几条线还在本土。所以别迷信产地,要看实际性能和批次稳定性。
说了这么多,最后总结一句就是:选丝锥厂家就跟找对象似的,光听媒婆说不行,得处一处,试几次。也别老在一棵树上吊死,多备几个选项,遇到难活儿的时候,你就知道这有多重要了。