师傅说:看床子,先看铸件
有个退休的老工程师,跟我喝过几回酒,他总念叨一句话:床身铸件是数控车床的骨头。骨头软了,你伺服电机再好、系统再牛,干两年准趴窝。很多人都盯着最高转速、快移速度,却忘了铸件在悄悄地进行“内应力释放”。刚买回来精度0.005,三年后0.03,找谁说理去? 记得去年去山东一家小厂考察,他们老板特实在,直接带我去毛坯库,指着几块床身说:“你看这筋板布局,我们抄的是XX老款,但加了三条横筋。” 我摸了一把,铸件表面致密,敲一下声音沉闷——这说明啥?灰铸铁牌号至少HT300,而且经过二次时效处理。这玩意儿骗不了人的。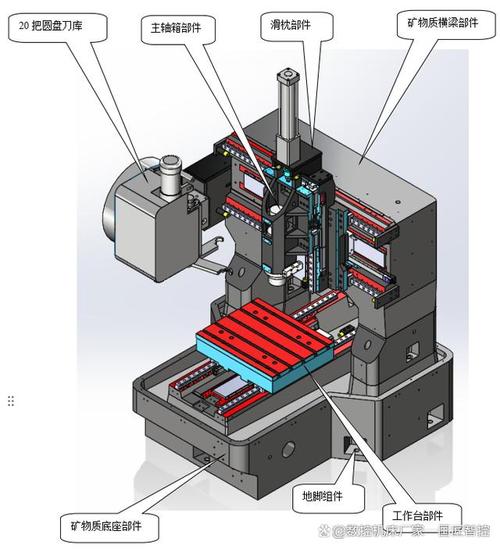
那些年,我们追过的‘性价比’
“性价比”这词儿,在数控车床行业真的有点变味了。它不应该是越便宜越好,而是在满足你工艺要求的前提下,综合采购、使用、维护成本最低。很多人忽略了后两项。 我有个朋友,贪便宜买了台南方某镇的“拼装机”,半年后刀塔定位不准,自己拆开一看,端齿盘居然有锈迹——装配时就没搞干净。打电话给厂家,那边说“你拍个视频给我看看”,然后就没然后了。最后花了买床子的一半价钱请人修复,还耽误了交货,被客户罚了款。这个“性价比”直接变成了事故。 不过话说回来,也不是越贵越好。某些国际大牌,一台平床身能买别人两台斜床身,但如果你干的都是粗车,买回来就是浪费。对吧?关键是匹配。我总结的经验是:先定工艺,再选配置,最后筛厂家。比如你要车细长轴,得看主轴孔多大、跟刀架稳不稳;车盘类件,看最大回转直径和刀塔工位。把这些硬指标列出来,再去找符合的厂家池。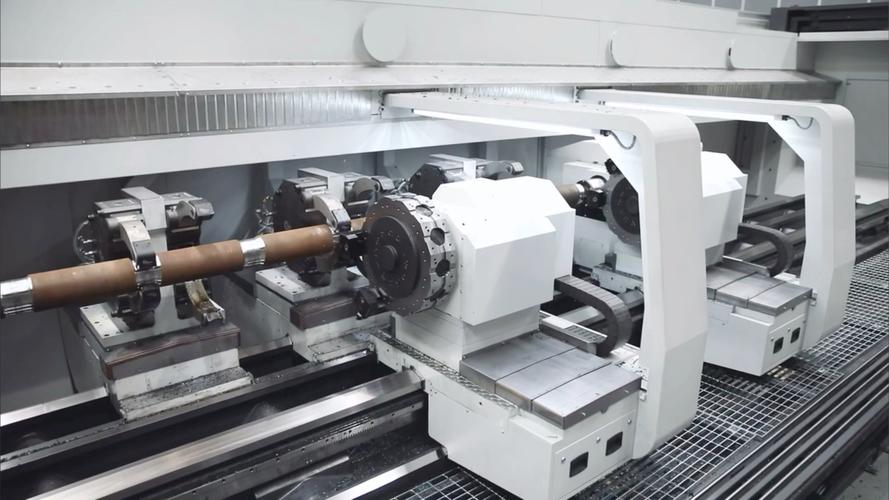
进口、国产还是组装?一个灵魂问题
这个问题隔三差五就有人争论。我的看法比较分裂:高端精密加工,目前还是进口的天下;中端和通用领域,国产完全可以胜任。但别一棍子打死。 说到进口,德日的地位还是很稳。比如DMG MORI,贵是真的贵,但人家那床身铸造和导轨研磨工艺,国内想短期追上不容易。我们厂里有台CTX系列,用了八年,精度还在丝级。但有个大麻烦——售后贵得肉疼,换个轴承报价几万。所以买进口,你得准备好后续的维护预算。 另一个极端是“贴牌组装”。有些厂家买来台湾的铸件、日本或德国的丝杠导轨、国产系统,自己装配调试。这种厂家水平参差不齐,碰到装配师傅经验足的,性价比爆炸;碰到半吊子的,坑你没商量。我的建议是:跟这种厂家打交道,一定要去现场看他们的装配过程,甚至突击访问。看看他们有没有恒温车间,装配钳工是不是老手,用的测量工具是否按时校准。这些细节骗不了人。
服务比机器更重要?别不信