上个月去萧山一个做泵体的老厂,老板叼着烟带我转车间。指着一台崭新的卧加,说:“这玩意儿,救了我一条老命。”
我愣了下。他解释,之前用立加干箱体,调头装夹累死个人,精度还老跑。换了卧加,一次装夹四面搞定,人也轻松了。听他这么一说,我突然意识到,很多中小厂子其实不太清楚卧加到底神在哪,选的时候更是两眼一抹黑。所以,今天我就把走访过的、用过的一些卧式加工中心厂家的真实情况,聊个底儿掉。不搞排名,只说人话。
卧加到底好在哪?
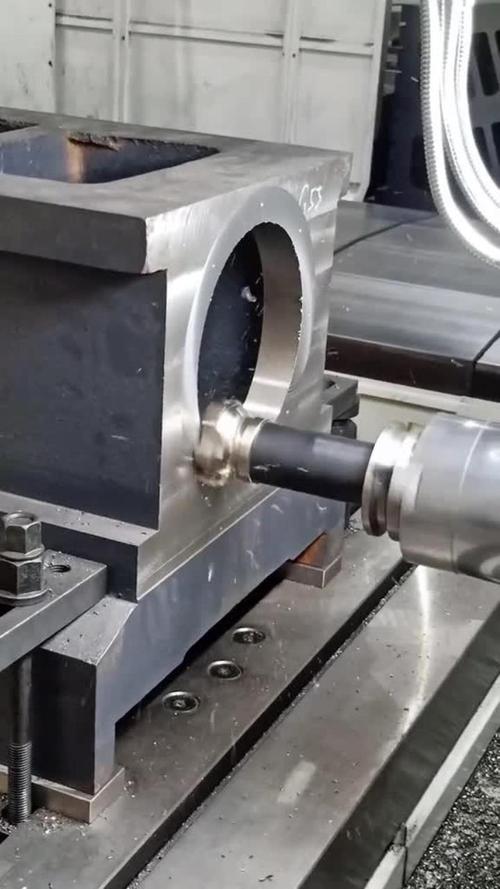
说实话,我第一次见卧加干活,是去大连一个机床展。主轴横在那儿,工作台跟个大转盘似的,一边加工一边还能装活。铁屑像瀑布一样往下掉,根本不用人工去扒拉。当时脑子里就一个念头:这效率,立加可没法比。
后来的实际经验告诉我,卧式加工中心的核心优势就三点:排屑爽、刚度大、适合干箱体。尤其是箱体类零件,面上孔一大堆,还有侧面要镗要铣的。立加你得上好几次活,装夹误差叠起来能愁死人。卧加?一次装夹,转台一翻,该干的活全干了。同轴度能保证在几丝以内,这可不是吹的。
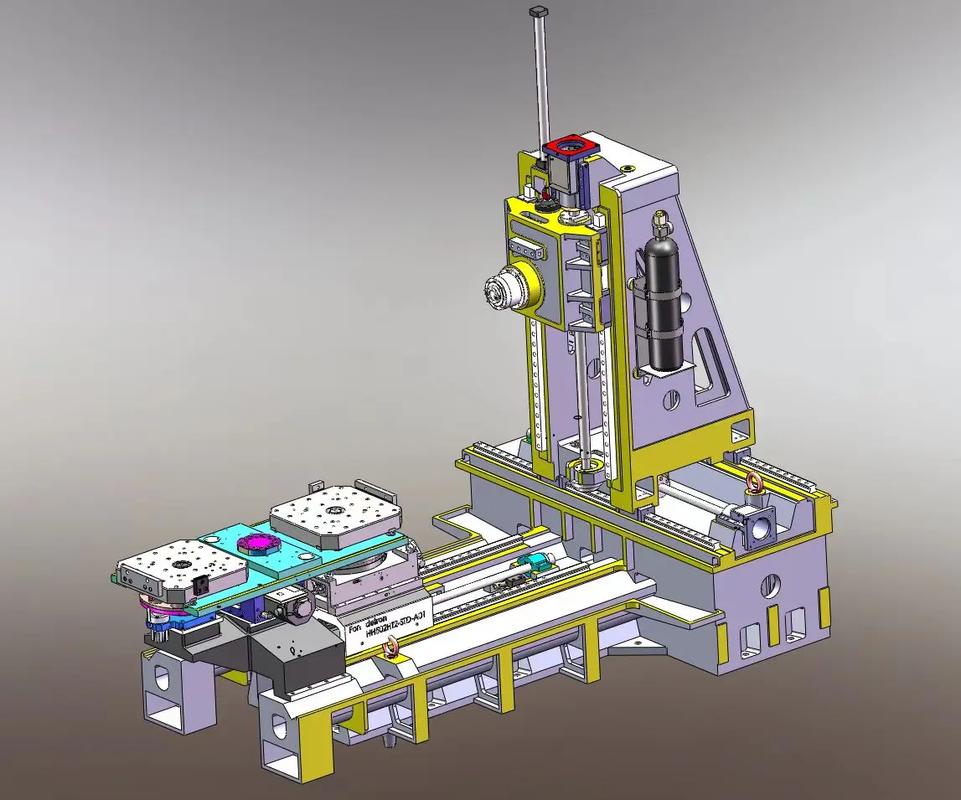
再有就是热变形控制。很多高端卧加,床身是整体铸造的,滚柱导轨,丝杆还有中空冷却。干了一晚上,精度不跑偏。像北京精雕为什么在模具圈口碑好?人家那恒温车间,主轴热伸长补偿做得细。卧加也一样,稳定压倒一切。
不过话说回来,立加也有好处,干板类零件、小批量打样,它灵活。卧加一换线,工装夹具就得折腾半天。所以别听销售忽悠,得看你自己产品到底是啥样。
选卧加,别光看参数
很多老板一上来就问:你这行程多大?转速多高?刀库几把?参数单一拿出来,国产机有时候比进口还漂亮。但用两年再看,精度还在不在,这才是真功夫。
我见过最离谱的一家,买了台便宜货,头一年还行,第二年丝杆间隙大得能插进一片指甲。镗孔圆度直接报废。最后找厂家,扯皮半年。所以,买设备就是买人品——这老话一点不过。
那看啥呢?刚性。你去车间,让他们别开冷却,硬铣一个45钢方料,听声音。闷实、不颤,那就是好床子。再一个,看铸件。是矿物铸件还是普通铸铁?矿物铸件吸震,但小厂根本没这工艺。导轨面刮研痕迹,要像雪花一样均匀,而不是几道深沟。
还有交换工作台的定位精度。有些厂标0.005毫米,你带个千分表打打重复定位,换两圈就飘。所以,搞预算时,机床精度保持性必须放第一位。
哦对了,控制系统也关键。发那科、西门子、海德汉,主流就这仨。发那科皮实,西门子开放性好,海德汉五轴联动厉害。别听厂家说自主研发系统有多牛,底层逻辑全是从通用系统抄的。除了极个别大厂,自主研发基本上是坑。
国内外一些值得关注的厂家
说到这儿,该聊聊厂家了。事先声明,我就是个搞技术出身的,不收任何厂家钱。以下内容来自我实地考察、同行交流还有公开的展会资料,纯当参考资料。
国际品牌里,马扎克绝对是个话题。日本山崎马扎克,银川有小巨人工厂。i-series很流行,INTEGREX复合机更是一绝。我上次试切一个不锈钢阀体,机床刚性真不是盖的,切深1.5毫米,声音不变。但马扎克的服务这几年抱怨声不小,配件贵,工程师有时还摆谱。
DMG MORI,德马吉森精机,高端首选。特别是它的monoBLOCK系列,一体床身,动态性能变态。不过价格更变态,一台能买国产三台。而且交货期长,售后响应也慢,除非你在上海、苏州这种大工业城。
日本的牧野,做模具加工出名。高速加工中心,加工镜面,确实牛。但卧加这块,J系列也挺能打,适合高精度小零件。另外,韩国的斗山(现DN Solutions)性价比不错,皮实耐造,很多汽配线在用。不过近来韩系品牌存在感弱了。
国内呢?说说几个有点意思的。大连机床,老牌国企,前几年重组后缓过来一些。普通卧加,VDL系列稳定,但创新少,外观像上个世纪产物。不过价格公道,配件好买。
沈阳机床,i5系统当年炒作,现在一地鸡毛。但传统卧加还是能用的,市场存量大,二手交易活跃。买新机?劝你慎重。
海天精工,宁波的,这几年势头猛。我去参观过,车间很现代化,日本大隈的技术底子。卧加产品线全,从630到1250都有。特别是龙门和卧加,在华东市场认可度高。售后据说反应快。
纽威数控,苏州企业,上市了。主打中高端,卧加用过的人褒贬不一。有的说精度好,有的说刀库故障多。但总体在进步。
还有像台群精机,广东的,走性价比路线;乔锋智能,也是华南新锐。这些都不错,但核心部件如主轴、丝杆、轴承,还得看用的啥品牌。
之前在一个论坛上看过一位老师傅的总结:进口机床买的是技术和稳定性,国产机床买的是性价比和服务。如果你加工的产品附加值高,干航空航天件,那别省,直接DMG或马扎克;如果就是给主机厂配套,量大且利润薄,国产一线品牌够用。
但是!千万要实地看厂。别信样本上的照片。去车间,看他们装配环境,是不是恒温?是不是无尘?装配工的工龄?机床底座是不是自然时效处理?这些问完,心里就有谱了。
最后提一嘴,现在很多厂家搞自动化连线,卧加配上机器人或桁架机械手,能实现无人值守。这倒是真香。但前提是,你的刀具寿命要稳定,不然撞机一次,哭都来不及。
买完就完了?想得美
安装调试才是大戏。我的经验,厂家派来的工程师水平直接影响机床寿命。见过一个毛头小伙,水平仪都不会调,地脚螺栓锁死就完事。一个月后精度跑了,拆了重来。
所以,合同里写明:必须使用激光干涉仪检测定位精度和重复定位精度,并生成报告。球杆仪测圆度也要做。这些数据存档,将来维权有用。
另外,地基很重要。卧加动辄十几吨,地基下沉几毫米,精度全毁。有的车间地面就是普通水泥,必须挖坑灌混凝土,做防震沟。
还有冷却液、气源这些细节。气源不干净,主轴锥孔生锈;冷却液劣化,导轨腐蚀。别省小钱吃大亏。
总之,选卧式加工中心厂家,没有标准答案。多跑、多问、多试切。别人的建议都是参考,自己的产品自己最清楚。好了,啰嗦这么多,希望对你有用。如果你正在选卧加,欢迎留言聊聊,踩过什么坑,或者遇到什么好厂家,咱们互通有无。