选个感应加热厂家,比相亲还纠结
真的,我没夸张。去年帮朋友的齿轮厂挑设备,前后折腾了三个月。电话打了上百个,微信加了二十几个销售,最后去现场考察了三家。你说累不累?但没办法啊,一台高频设备几十万,要是买回来三天两头趴窝,生产线停产一天损失就上万。这事儿马虎不得。
而且感应加热这行吧,水挺深的。外观看起来差不多的机器,里面用的元器件天差地别。有些人图便宜买个‘性价比’,结果用起来电费贵得吓人——因为功率因数低啊。还有些厂家吹得天花乱坠,说自己技术独一份,结果连个像样的试验车间都没有。你让他现场打个样,他推三阻四。
感应加热到底是个啥?简单说两句
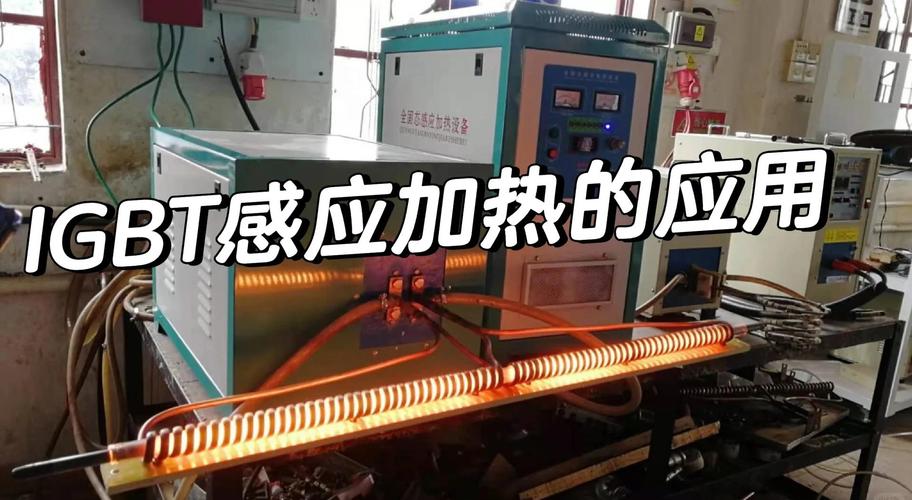
说白了,就是利用电磁感应让金属自己发热。没明火,不直接接触,效率高还环保。这技术几十年了,早不是什么新鲜玩意儿。但关键是——怎么把电能稳定高效地转化成热能?这里面的门道就多了。电源是关键。IGBT串联谐振,并联谐振,MOSFET高频机……不同工件用不同工艺,匹配好了事半功倍。
国内主要厂家,都扎堆在哪?
如果你跑过展会,比如北京埃森焊接与切割展,或者上海热处理展,你会发现感应加热厂家多得要命。河南的巩义、洛阳一带,做中频炉起家的特别多,技术底子厚但有的厂子规模小。广东、浙江那边做高频焊机、超音频电源的更多,市场反应快,产品迭代也快。江苏、山东也有不少老牌企业,像什么——算了不点名,免得说我打广告。总之各有各的绝活。
我个人比较看重两点:一是有没有自己的变压器、感应器配套能力;二是售后团队离我近不近。因为调线圈这活儿,挺吃经验的。一个好的感应器设计,可能直接让效率提升30%。
避开这些坑,你就超过了80%的买家

第一,别被‘全固态’三个字唬住。现在谁家还不说自己是固态的啊?关键看核心功率器件。英飞凌的IGBT模块和国产杂牌模块,寿命和稳定性能一样吗?有些厂家标称功率120kW,实际长时间运行只能出80kW,一过载就报警。这就属于虚标。
第二,冷却水路设计。说起来都是水冷,但管路粗细、水路分配、水质要求,差一点都会导致元器件过热烧毁。我见过最离谱的,一根水管堵了,愣是把谐振电容炸了,整个车间跳闸。
第三,不要迷信‘进口’二字。现在国产设备已经很能打了,很多出口到欧美。当然,高端精密淬火领域,像EFD、应达这些国际巨头还是厉害,但价格也高得离谱。一般热处理厂根本没必要。
我自己的筛选逻辑,不一定对,但很管用
首先,我会要求厂家寄两个典型淬火件——比如一个齿轮和一个轴——让他们现场打样,并且全程录像发给我。别听他说‘我们都能做’,是骡子是马拉出来溜溜。看硬度梯度、层深均匀性,看变形量。这比任何参数表都有用。
其次,看他们的客户清单。不是看名字多响亮,而是看有没有和我同行业、同工艺的长期合作案例。如果有家做曲轴淬火的厂用了他们的设备三年没大修,那放心了一半。
最后,合同里一定要写清楚:验收标准、培训细节、上门服务响应时间。口头承诺全当放屁。
说实话,现在大部分厂家销售态度都挺好,但工程师水平参差不齐。有一次我去一家厂考察,他们技术总工连工件旋转速度对淬硬层的影响都说不清楚,还跟我扯‘我们设备频率自动跟踪,不需要调’。我当时就笑了。

价格与价值的账,得算明白
一台50kW的高频焊管机,从两三万到十几万都有。区别在哪?铜变压器还是铝变压器?槽路电容用的是新安怡还是杂牌?柜体钢板厚度?这些肉眼可见的减配,很多人不懂。便宜的设备,电耗高、故障率高,三年下来省下的钱还不够多交的电费。所以别光盯着设备的报价单,要算全生命周期成本。
还有,这几年环保查得严,有些厂家电源的谐波和电磁辐射超标,用了之后周围设备都受干扰,甚至被环保局罚款。正规厂家会配谐波滤波器,并提供检测报告。
最后唠叨几句
选感应加热厂家,就像找个靠谱的合作伙伴。别冲动下单,多去他们车间走走,看看装配现场乱不乱,测试平台全不全。最好带自己需要处理的工件,现场试一把。机器好不好,试了才知道。这个行业没有神话,只有踏实做好细节的厂家才能长久。祝各位都能找到称心的设备。有什么问题也可以留言,我踩过的坑多,能帮一个是一个。