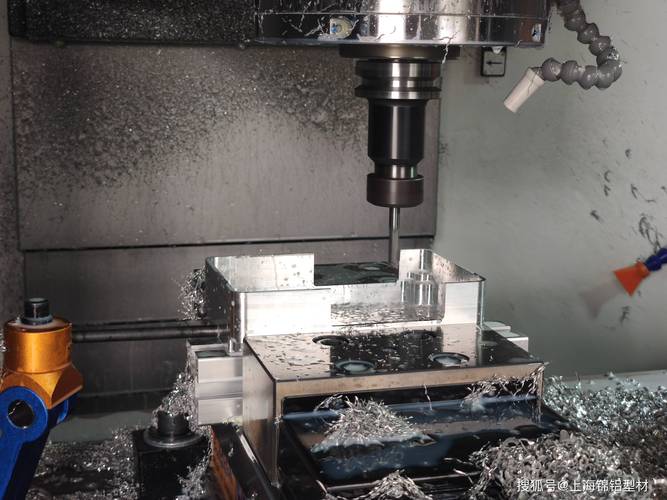
参数看着漂亮,不如试切一件
转机出现在一家小型数控铣床厂家,成立也就五六年,规模不大,但专做定制化机床。他们老板是技术出身,听完我的需求,当天晚上就拉了个群,把结构工程师、电气工程师和我都拽进去,直接问我毛坯的装夹余量。第三天,方案就出来了——建议工作台定制到1000mm,主轴加粗到BT40,还配了气缸夹紧的分度头。报价比大厂同规格的还低15%。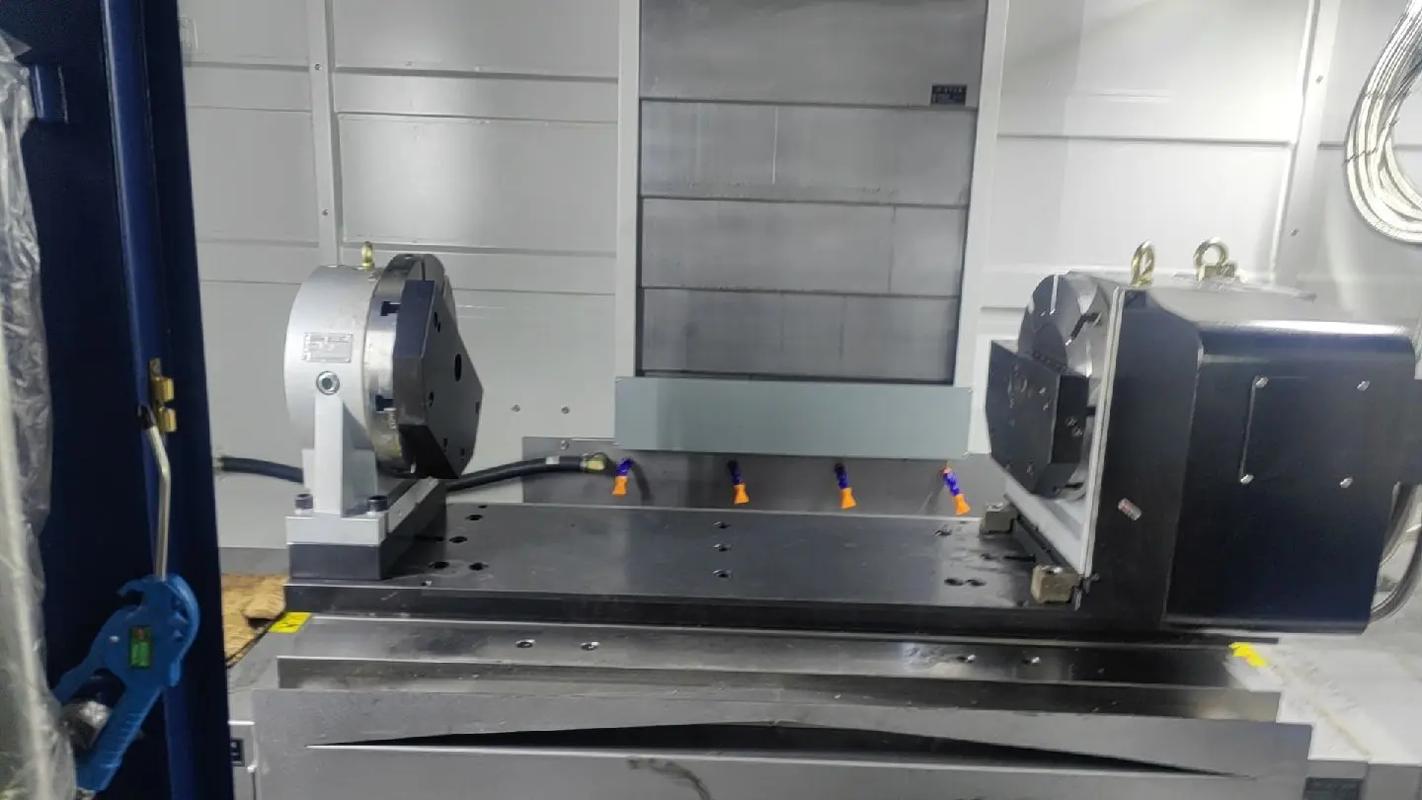
系统、刚性、售后,缺一个都够你受的
定制还是通用?中小厂家的生存之道
现在数控铣床市场卷得厉害,通用型立加、卧加价格战激烈,但很多数控铣床厂家开始走细分赛道。比如专门做玻璃加工数控铣床的,主轴转速能到10万转;专做石墨加工的,有全密封粉尘收集;还有专做铝型材高速加工的,快移速度开到60m/min。这种厂家往往更懂工艺,能提供整体解决方案。