找模具厂,真挺烦的。尤其当你不是注塑车间的老司机,只是一个产品经理或者初创者的时候——那种信息不对称带来的焦虑,就跟你在淘宝买了个手机配件,结果发现不匹配一样,想退货还得跟店家扯皮三天。我去年为了开一套带滑块的小家电外壳模,跑了五家塑料注塑模具厂家,报价从2万8到9万,差距大到让我怀疑人生。

说实话,一开始我也迷信“一分钱一分货”。但后来发现,模具这行水太深了。有些厂报价高,不是因为他技术多牛,而是因为他外协件多了,或者说他压根就不缺单子,报个高价爱做不做。有些小厂价格低得离谱,你真去看看他的模房——几台老掉牙的铣床,连个高速机都没有,钳工师傅叼着烟在那锉飞边。对,锉飞边……我亲眼见的。你说这样的模具打出来的产品,表面能不拉丝?
看设备,别光听他们说

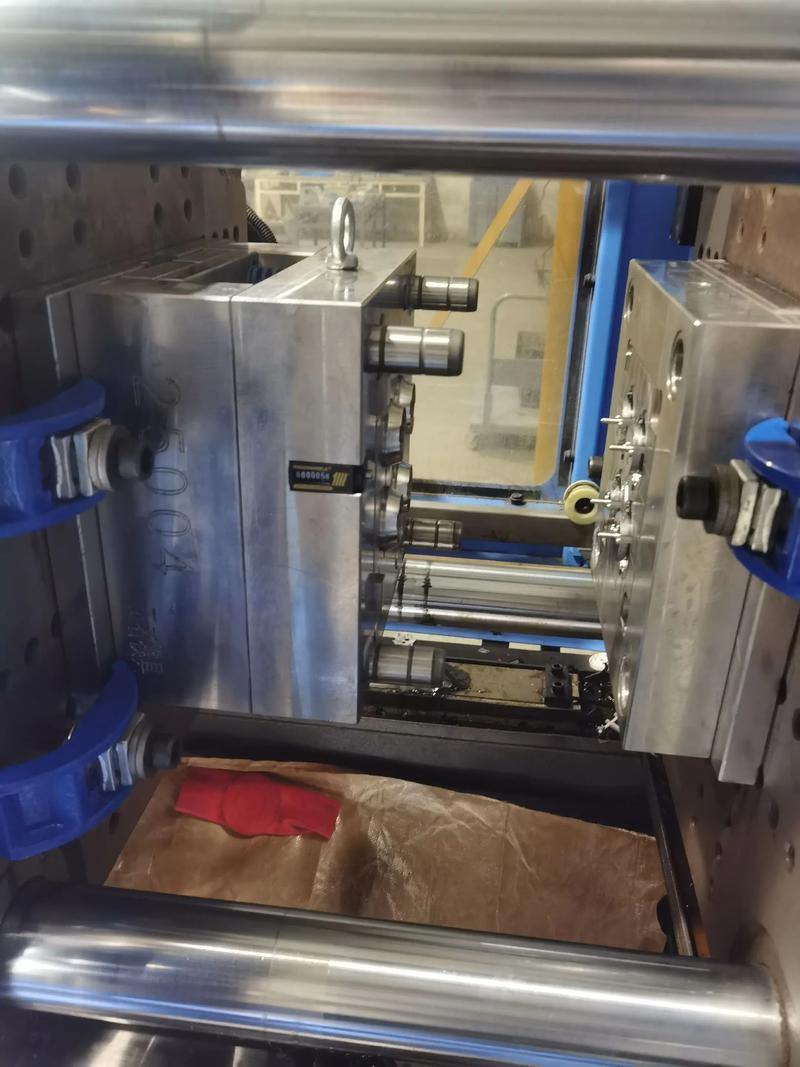
很多业务员拉你去办公室喝茶,给你看电脑里的模流分析报告,做得花里胡哨。但你得坚持去车间转一圈。注意,是突然袭击那种——最好是第一次会谈结束后,你假装不经意说“去现场看看”。我看什么?CNC的数量和新旧程度,这是最直观的。现在真正的精密模,尤其是多腔的,没有高速加工中心根本搞不定电极和模仁的精度。还有火花机的品牌,我见过一个厂还在用90年代的创世纪火花机,那电极损耗,啧啧,打完一套模仁估计尺寸都跑了。另外就是检测设备,有没有三坐标测量仪,是不是定期校准的。没有这些,他们跟你谈公差±0.02mm?做梦呢。
不过话说回来,设备好只能代表他有制造能力。不代表他有做你这款模具的经验。我有个朋友,找了个专做汽车灯罩模的厂,去帮他做精密接插件。结果尺寸是准了,但模具寿命极短,打完两万模,浇口附近冲蚀得一塌糊涂。为什么?因为灯罩模常用P20钢材,接插件需要更硬的M333或S136,热处理工艺和冷却水路设计完全不是一回事。那个厂之前根本没碰过这种料。所以——专业对口比设备先进更重要。
试模那关,最容易暴雷
模具做好只是第一步,上机试模才是真正的照妖镜。我踩过最大的雷就在这里。一家人模厂,模具外观做得漂漂亮亮,运到他们的试模车间——注意,是在他的注塑机上试。出来的样品你看着好像还行?别高兴太早。我后来才知道,试模的调机师傅和模具设计是一伙的,他们故意用很低的注射速度,超长的保压时间,把潜在缺陷全掩盖了。等我把模具拉回自家工厂,用正常周期生产,好家伙,缩水、飞边、熔接痕全出来了。
所以现在我的硬规矩:必须带着自己的注塑工程师一起去试模,并且用类似量产条件的参数来跑。连续打30模,不看前5模。而且一定要让他把模具拆开,检查顶出平衡、排气槽是否合理。有一次我坚持要拆模检查,对方那个钳工组长脸都绿了——结果发现滑块底部的冷却水路根本没接通!他们想蒙混过关。就这,还号称“专业高精密模具厂家”。
还有一点。别以为试模时产品尺寸合格就万事大吉了。你需要他们提供全尺寸检测报告,而且要加盖他们的质检章。有份报告,白纸黑字,以后扯皮才有证据。我就吃过亏,口头说尺寸OK,等出了批量问题,对方说“我们试模的时候可是好的,是你们的注塑参数不对”——你能怎么样?
算价格,不是越便宜越好
模具报价单里猫腻最多。有些厂家把模架价格压得很低,但模仁材料、滑块、斜顶、导柱导套这些都用最次的。你问他寿命,他拍胸脯说30万模,实际打5万模就开始修修补补。还有的报价单里不含热流道,等你签了合同,才告诉你“哦,你这个多点进胶必须用热流道,得加钱”——这种套路太恶心了。
我现在的原则是:要求报价单明确列出模架品牌、模仁材质及热处理硬度、热流道品牌及产地、标准件品牌,以及试模次数和保修条款。比如我常用的一个广州的塑料注塑模具厂家,虽然规模不大,但每次报价都把LKM的模架、日本大同的钢材、英柯欧或柳道热流道写得清清楚楚,连压紧块这种小东西都用德国HASCO的。价格比同行高15%,但算上修模停机成本,其实更划算。
另外还有一点——运费和试模费怎么算?模具那么沉,物流成本不低的。有些厂家报价含运费,有些不含。试模一般免费一次,但如果修模后要二次试模,是不是还得收费?这些提前问清。我见过最离谱的,模具款只付了50%,试模不合格想扣款,对方直接说模具拉走不做了——你还得重新排队找别的厂,时间全耽误了。
最后说个真心话。找塑料注塑模具厂家,别只看网站或者展会上的样品。那些都是精挑细选出来撑门面的。最好能去他们的老客户那里实地看看量产状态,看不到就请客户发一段带声音的生产视频。听听注塑机开合模的声音,看看机械手取出产品的节拍,观察一下边角料是怎么回收的。这些细节骗不了人。
哦,对了,签合同记得注明验收标准,别只写“按样品”。要明确写:按双方确认的3D图档和产品图纸,关键尺寸公差范围,以及连续生产一定数量的产品合格率。要不然后期扯皮,你浑身是嘴也说不清。
就说这么多吧。想起那些年交的学费,心还在隐隐作痛……