这事儿真不是小题大做。磁力吸盘这玩意儿,看着就是个铁疙瘩,里头全是门道。用不好,轻则工件报废,重则出安全事故。我干机加工十多年,换过四五个牌子的吸盘,贵的便宜的全用过,学费交得肉疼。所以今天干脆把选厂家的那些事儿捋一捋,纯经验之谈,不带广告。(杠精别杠,杠就是你对。)
别信“吸力越大越好”那套鬼话
普通永磁吸盘标称吸力动不动就是150N/cm²、180N/cm²,数字一个比一个唬人。但你知道吗——有些小厂拿瞬态峰值当稳定吸力标,测试的时候拿光洁度极高的45钢试块,充磁瞬间读数蹭一下就上去了,等退磁时衰减得不像样子。实际干活,工件表面带点氧化皮、有点不平,吸力能掉一半不止。我以前图便宜,买了河北某县小作坊的货,铭牌上写的160N,回来装铣床上夹铝块,刀刚吃进去2毫米,工件飞了。吓得我后背全是冷汗。后来拿了高斯计一测,好家伙,实际均匀面吸力连100都不到。那台吸盘现在还扔在角落里吃灰。
所以看参数没用,得看真实工况下的残磁和热态吸力衰减。尤其是批量干钢件的,连续工作一上午,盘体发热,吸力能再打个八折。这个坑,好多新手不知道。
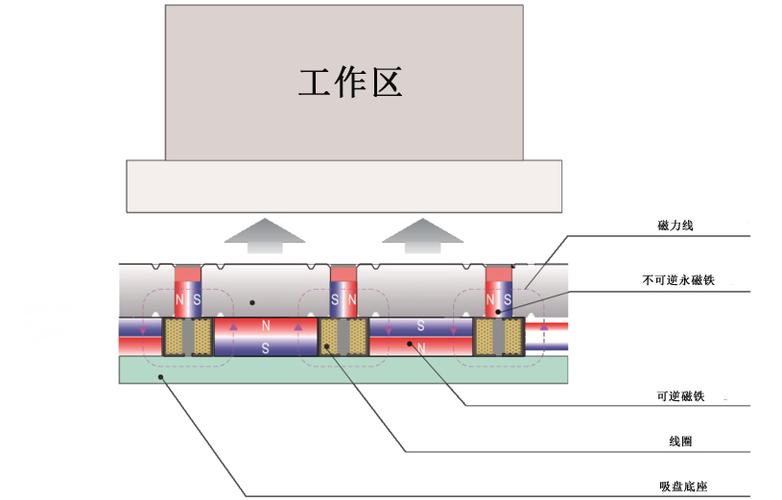
电永磁吸盘,省电是真省,娇气也是真娇气
前年咬牙上了一台知名品牌的电永磁吸盘,全厂都当宝。确实爽,瞬间充退磁,断电还保持吸力,粗精一体加工效率蹭蹭涨。结果有一次,操作工偷懒,没清理干净铁屑就直接放工件,磁极面被硌出一个小凹坑。返厂修了俩礼拜,报价单看得我肉跳——换一套磁极组件的钱快赶上半个新吸盘了。后来跟同行聊,才知道电永磁这玩意对使用环境要求变态高。切削液腐蚀、重击、超温,随便一样都可能让内部线圈短路。而且,不同厂家的电控系统兼容性几乎为零,你买了A家的盘,就得用A家的控制器,想混搭?门都没有。配件垄断,后期维护被拿捏得死死的。
怎么从一堆厂家里扒拉出靠谱的?
说实话,国内做磁力吸盘的厂家,没有一千也有八百。浙江、山东、江苏,产业集群一堆。怎么挑?我总结了几条野路子,官方不认,但特好使。第一,看他敢不敢给你看气隙-吸力曲线。正经厂家都有测试台,不同气隙下的吸力衰减明明白白。那些只给你一张宣传页,满篇“国际先进”“超高精度”的,趁早拉黑。
第二,问问他能不能做非标定制。我之前接了一批异形薄壁件,问了三家,两家说标准盘就行,只有一家愿意重新设计磁路,甚至把磁极间距都给我调了。这种厂子一般有技术沉淀,不是二道贩子。
第三,去车间看退火工艺——别笑,我真干过。绕组焊接完有没有做去应力退火,直接影响磁性能长期稳定性。有次参观一个厂,退火炉就是个摆设,炉温曲线都调不出来,当场我就撤了。
再有,国家标准JB/T 10163-2011《干式多片电磁离合器》里对绝缘电阻和耐压有要求,但很多吸盘厂根本不按这个测。你可以让他们出具线圈对地绝缘电阻测试报告,低于50MΩ的别考虑,潮湿环境一准儿漏电。
售后才是无底洞,嘴甜没用
买吸盘最怕售后扯皮。去年帮朋友的小厂淘了一台二手德国货,没保修,用了俩月吸力下降,拆开一看,密封圈老化进油了。找原厂配件,要价八千,还得等六周。后来在国内找了个专修进口吸盘的老师傅,换圈加清洗才收两千——手艺比原厂代理还细致。所以说,国产厂家如果能在主要城市有服务点,或者承诺24小时响应,那比多少页的质保卡都强。有些老板一听说你要验厂,立马热情得不行,可真到维修的时候,微信不回电话不接。这类破事儿遇得多了,心就凉了。
还有,注意合同里的免责条款。有的厂家会写“因工件毛刺导致的磁极面划伤不在保修范围”,看似合理,其实扯皮空间巨大。你最好自己拿手机拍下安装前的盘面状态,留个底。
我也交过智商税:磁力吊具和吸盘的坑很像
哦对了,顺带提一嘴磁力吊。原理差不多,选厂家逻辑相通。有次买永磁起重器,商家拍胸脯保证拉脱力是额定载荷的3.5倍。结果吊一块四吨的钢板,刚到2.5米高,慢慢就开始滑了,下面站的工人魂都吓飞。后来查明是磁路设计缺陷,厂家居然说“你们地面不平”——听得我想打人。这些事都是经验,也是教训。现在再买吸盘,我基本就认准两点:一是有没有自己加工磁极的能力(很多厂是外边订磁钢回来组装),二是看老板或者总工是不是技术出身。跟搞销售的聊半天,不如跟画图的直接对需求。

最后啰嗦一句,别迷信进口。有些欧洲牌子的基础款吸盘也是国内代工,贴个标价格翻三倍。当然,高端超精密领域确实有差距,但一般的铣削磨削,选对国产厂子,性能完全够喝一壶的。
行了,就说这么多。车间又要换工装了,下次有空再唠叨铣刀的事。