说实话,在永磁吸盘这事儿上,我交的学费够买一部新手机了。真的。第一次买——哎,现在想起来还来气——图便宜,从某平台找了个小作坊。结果呢?用了不到一个月,正铣着活儿,工件啪一下飞了出去,擦着同事耳朵过去的。汗毛全竖起来了,后背瞬间湿透。
第二次我学乖了。找了个据说有十年经验的老厂,价格不便宜。开头还行,吸得住。但三个月后问题来了——退磁退不干净,每次敲打半天才能取下工件,精度?别谈了。后来拆开看,里面的磁钢排列歪七扭八,铝镍钴都氧化了。敢情是用的回收料。我那个气啊。
这两次坑踩完,我开始死磕技术参数,翻了好多资料,跑了七八家工厂。算是摸到点门道。今天不扯虚的,就聊聊怎么找靠谱的永磁吸盘厂家。当然,纯个人经验,你参考就行。
烂厂家长什么样?我帮你踩过了
不是我说,有些厂子的宣传简直反智。“吸力无敌”、“永久磁力不衰减”——敢情物理定律是摆设?永磁体退磁是必然的,只是时间问题。国标 GB/T 6809.1-2009 里写得明白,强力永磁吸盘在正常使用条件下,100 万次循环吸力衰减不应超过 5%。那些敢拍胸脯说零衰减的,八成连检测报告都拿不出。

更离谱的是材质猫腻。钕铁硼磁钢分 N35 到 N52 好几个等级,价格差着两三倍。有些厂用 N35 的当 N48 卖,反正你肉眼分不清——吸力一开始达标,半年后就萎了。还有用铝镍钴充钕铁硼的,比重不一样,掂量起来轻飘飘的,但你不对比真不知道。我一朋友买过一台廉价吸盘,拿回来我帮他测,吸力只有标称的 60%,退货还扯皮。呵呵。
另一个重灾区:结构刚性。吸盘主体得是钢的,不能是铸铁——铸铁脆,万一裂了… 你懂的。面板更关键,得经过磨削加工,平面度要在 0.02mm 以内。有些小厂用铣床随便搞搞,肉眼看着平,打表全是波浪。工件吸上去,底部间隙不均匀,加工出来尺寸跑偏。你能怪谁?
好厂家到底看什么?我总结几个死磕点
首先,必须要有充磁退磁曲线图。不是效果图,是实测的。正经厂子会把每个吸盘都测一遍,把数据打出来。磁性材料的最大磁能积(BH)max、矫顽力 Hcj,这些参数决定了高温下会不会失磁。你问商家“这吸盘 80 度环境能不能用”,他要是支支吾吾,扭头就走,没毛病。
其次,看工艺细节。我去过一家做出口的厂,他们的面板固定螺丝都是沉孔设计,还打了螺纹胶。别小看这点——切削液进到内部,磁钢生锈膨胀能撑裂面板。还有密封圈,得是氟橡胶的,普通 NBR 不耐油。唉,说起来都是泪,我第一台吸盘就是进水废掉的。
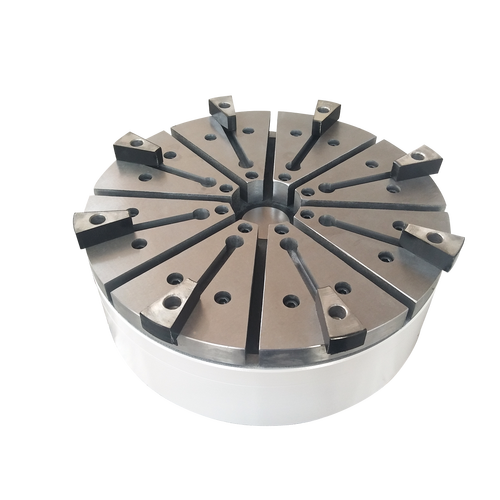
第三,找那种敢给你看内部结构的。正规厂子不怕看,磁路设计合理不合理,一眼的事。好的永磁吸盘内部是紧密排列的条状磁钢,中间有高强度隔磁材料,比如黄铜或不锈钢。差的呢?磁钢块大小不一,缝隙里填着胶水,纯粹糊弄。你要是没机会去厂里,就让他们拍高清视频,不敢拍的,呵呵。
还有一点容易被忽略:手柄机构的寿命。手动永磁吸盘那个扳手,内部是凸轮机构,每天掰来掰去,钢珠和轨道磨损快。我见过用了一个月手柄就松垮垮的,吸力切换不到位。好的厂家用轴承钢做芯轴,表面淬火处理。你转动手柄时,手感应该是平稳、有阻尼感,不是松松垮垮的。
那几个我打过交道的厂家

不说“推荐”,就说几家我实际接触过、或者行业里口碑靠谱的。你按需去聊。
有一家叫宁波威磁,老牌子了。他们主要做出口,东西扎实,但价格偏高。他家强磁吸盘用 N48H 等级磁钢,耐温 120 度。我去他们厂区看过,检测室里摆满了高斯计、拉力测试机。他们老板说,每台都做 72 小时吸力稳定性测试。信不信由你,但态度摆在那儿。
还有一家山东华特磁电,规模大,做工业磁选起家的。他们的永磁吸盘磁路设计有点意思——采用双磁路叠加,吸力分布更均匀。跟他们技术聊过,说面板变形量控制在 0.01mm/m 以内。我买过一台 160×400 的,用了两年多,除了正常磨损,吸力没明显下降。当然,价格也不温柔。
如果你预算有限,可以看看临清那边的小厂,但要长心眼。我认识一个小老板,叫老陈,自己搞了个作坊,但人实在。他用的磁钢是正规渠道的 N40,虽然不高但保真。他会明说:我这吸盘就是经济型,一年后吸力可能降个 5%-8%,你考虑好。这种反倒让人放心。不过他产能低,得等。
对了,还有株洲硬质合金集团的附属厂,他们做硬质合金刀具磨床配套的永磁吸盘,精度贼高,价格也贼贵。面向高端制造。你如果是磨精密模具,可以考虑。普通铣床用,杀鸡用牛刀了。
说实话,选厂家这事儿没有标准答案。关键看你的活儿对精度、吸力、稳定性的要求到什么程度。但底线是——安全。吸盘不是闹着玩的,飞工件能出大事。所以,那些连个像样检测报告都没有的,直接 pass。
买完不是结束,用起来也有门道
最后啰嗦一句:再好吸盘也得会保养。切削液别让它渗进去,每天用完清理面板,定期给手柄机构注油。还有,不要超负荷——标称 100N/cm² 的,你就别吸满整个面板去干强力切削,留点余量。我见过一个哥们把吸盘当压板用,结果整个磁路被震酥了。厂家都不保修。
扯了这么多,都是真金白银换来的教训。希望你别再走我老路。行情可能变,厂家也可能变,但物理规律不变。掏钱之前,多问问磁钢牌号、吸力曲线、内部结构——问得越细,厂家越不敢忽悠。就这样。